Расточка блока цилиндров
Содержание:
- Изготовление «фрезы»
- В каких случаях необходима шлифовка ГБЦ?
- Замена поршня и расточка цилиндра
- Что необходимо для притирки
- Основные правила и секреты
- Нюансы расточки цилиндров в домашних условиях
- Несколько слов о хонинговании
- Народные способы
- Народные способы
- Шлифовка головки блока цилиндров двигателя своими руками – Как отремонтировать ВАЗ
- Как и чем проводится расточка двигателя
- Что в итоге
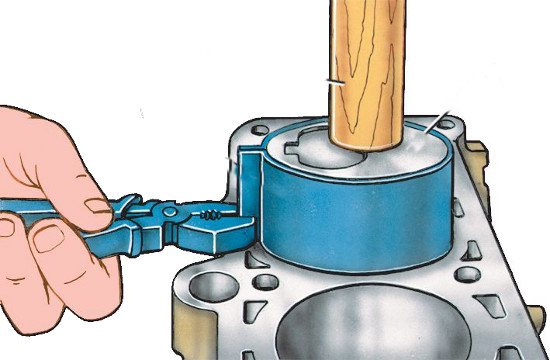
Изготовление «фрезы»
В данной операции нам понадобятся: березовое полено, штангенциркуль, маркер, стамеска, пила, цилиндр(тот что собираемся точить), поршень (новый, и старый), рашпиль (можно напильник), дрель, длинный болт с гайкой или шпилька с двумя гайками, полотна наждачной бумаги «10» , «6» , «5» и «0»(на тканной основе — на бумажной не подойдут). Сразу несколько оговорок — шпилька или болт должна быть не менее 8мм в диаметре. Лучшим решением было бы 12мм. Наждачная бумага подбирается самостоятельно, от типа расточки. желательно пройти «черновую» и вывести «на чистую воду» , а не гнать черновой до посинения. Потом исправлять чистовой, и покупать-подбирать новый поршень…
Начнем — замерим штангенциркулем гильзу:

Возьмём припуск в 10мм, и отмерим его на уже отторцованном полене:

Отпилим получившееся:

Наметим примерно, где у нас имеется «больше мяса», и установим там нехитрую разметку и просверлим:

Тут же берем стамеску что побольше — и скалываем лишнее «мясо». Придаем форму цилиндра.
Но форма цилиндра не получится, получится что-то типа овала:


Следующим этапом станет затяжка получившегося цилиндра на шпильке/болте. Затягивать до скрипа в зубах. При вставке в дрель — затягивайте до скрипа в зубах — раскручиваться будет на ура. Посильнее затянешь — не убежит. Закрепите теперь дрель, сделайте упор для стамески, и раскрутите цилиндр, нажав «на газ» у дрели. Делайте чаще технологические перерывы. В перерывах — затягивайте все гайки. Если открутится — результаты могут оказаться плачевными…
Подставляя стамеску (плавно подставляя стамеску!) мы добиваемся того, что у нас выходит сначала овал:

Потом форма напомнит нам цилиндрообразный предмет:

Позже получится натуральный, идеальный цилиндр. Я думаю не нужно объяснять, что доводка велась уже не стамеской, а рашпилем, позже и совсем напильником.

Должен получиться длинный деревянный поршень для цилиндра . Только хорошенько прослабленный. Где-то на 0,3-0,6 мм.

Типа того:

Это как пример прослабления.
Далее, мы сделаем технологический пропил в деревянной заготовке:

И нужно изготовить для него «защелку», то есть фиксатор. Чтобы наждачка не убежала от нас куда-подальше. Тут честно признаюсь — ступил не туда куда нужно.
Я изготовил её деревянной:

И выглядело так:

Но когда я начал заправлять, то понял что она плохо держит. Ответ не заставил долго себя ждать — в роли фиксатора прекрасно подошел сварочный электрод 3мм.
Сделайте крепеж для дрели — она склонна убежать от вас!

Теперь посмотрим, как у нас будет рабочая зона:

И «зона релакса»:

Ну вот, мы сделали свое рабочее место. Можем и приступать к замерам.
В каких случаях необходима шлифовка ГБЦ?
Ни для кого не секрет, что все без исключения компоненты ГБЦ находятся в тесном взаимодействии относительно друг друга. Соответственно, если из строя выходит один элемент, то это может стать причиной поломки и других компонентов либо же привести к серьезному дефекту узла. Например, если в прокладке ГБЦ появились пробоины, то в результате этого может произойти утечка моторной жидкости. Соответственно, ремонтные работы станут причиной необходимости не только замены самой прокладки, но и поиска причин, в результате которых прокладка была пробита.
В данном случае причина может заключаться даже в небольшом перегреве двигателя или случайном попадании влаги. Тем не менее, вся ГБЦ в данном случае подвергнется диагностике. На практике обычно прокладка пробивается в том случае, когда произошли нарушения в работе блока цилиндров, в частности, сопряжение между ГБЦ и самом блоком. В таких случаях необходима фрезеровка ГБЦ. Можно ли это сделать вручную своими руками и какой понадобится станок, вы узнаете далее.
 Станок, предназначенный для ремонта и фрезеровки головки блока цилиндров
Станок, предназначенный для ремонта и фрезеровки головки блока цилиндров
Но сначала разберемся в истинных причинах, которые требуют такого серьезного вмешательства. В первую очередь, фрезеровка осуществляется в том случае, чтобы довести до необходимых стандартов привалочную плоскость головки, сопрягающейся с плоскостью БЦ.
Следует отметить, что данный процесс необходимо осуществлять в нескольких случаях:
- Если вы решили протюнинговать двигатель. Такой вариант является не особо актуальным среди отечественных водителей, скорее — среди отдельных личностей. В данном случае шлифовка ГБЦ подразумевает уменьшение ее высоты, а это, в свою очередь, необходимо для увеличения степени сжатия. Однако, следует отметить, что это было актуально, когда качественное топливо было трудно достать, соответственно, многие автомобилисты прибегали к такому решению. На сегодняшний же день данный вариант является актуальным исключительно для тех, кто хочет изменить параметры своего мотора.
- Второй случай — это необходимость фрезеровки узла при проведении каких-либо ремонтных работ с головкой блока. Имеются в виду практически все работы, начиная от замены уплотнительной прокладки и заканчивая ремонтом или заменой распределительных валов. Мы не рекомендуем уделять время только тем работам, ради которых был осуществлен демонтаж ГБЦ. Поскольку лучше вручную своими руками сделать все сразу и потратить немного больше времени, чем впоследствии опять решать данную проблему.
Замена поршня и расточка цилиндра
Если такая ситуация наступила, то замена одного только поршня не решает данную проблему. Ее нужно решать комплексно, т.е. замена поршня плюс расточка цилиндра мотоцикла. Т.е. цилиндры должны растачиваться каждый раз, когда был зафиксирован факт их изношенности. Стоит также учитывать и то, что далеко не все цилиндры подвержены изнашиванию даже при довольно длительной эксплуатации в очень тяжелых условиях. Бывают и такие случаи, что транспортное средство доживает свой век, при этом ни разу не растачивая цилиндры.
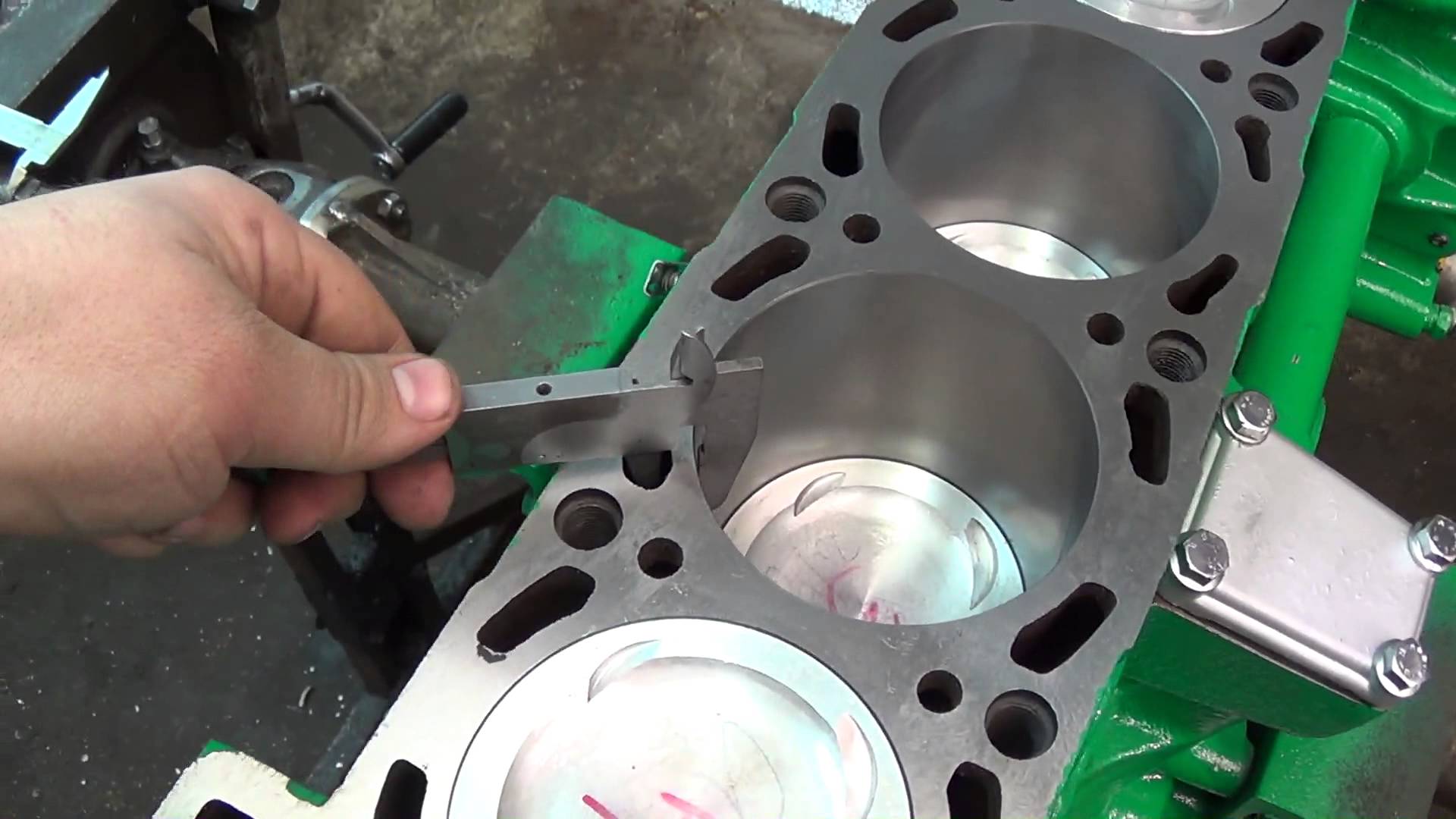
Параметры определения износа цилиндров:
- если в верхней мертвой точке цилиндра его размеры изменились на 0,05 мм от первоначальных;
- если в том месте, где соприкасается юбка поршня и стенка цилиндра размер изменился на 0,03 мм.
Таким образом, два указанных параметра вполне могут дать ответ на вопрос – стоит или нет растачивать цилиндр. Если есть хотя бы одно из перечисленных выше изменений, то ответ очевиден – расточка необходима.
Существую также более худшие ситуации, когда в верхней части цилиндра появляется, так называемый, «ступенчатый» дефект. Образовавшаяся ступенька сокращает время износа цилиндра, поршневых колец, посадочных мест на поршне под кольца, в результате чего во время езды появляются очень ощутимые удары. Однако, данный дефект становится заметным без каких-либо замеров. При нем изменяется характер работы двигателя – он начинает сильно вибрировать.
Это прямое показание к незамедлительному ремонту, так как сопутствующая данному дефекту эллипсоидность приводит к тому, что поршневые кольца хуже прилегают к стенкам цилиндра. Это, в свою очередь, может привести к прорыву газов из цилиндра в картер, нарушению компрессии в двигателе, что также увеличивает расход масла и топлива.
В таком случае, расточка цилиндров поможет восстановить необходимые параметры данной части мотора. Однако, под расточкой имеется ввиду не только восстановление геометрических параметров цилиндров мотоцикла, но восстановление нормального положения сопрягаемых деталей относительно друг друга. Другими словами, если исправить только геометрию цилиндра, этого не хватит для восстановления нормальной соосности и нормального расположения всех основных поверхностей.
Последствием этого является появление избыточного трения, влияющее на другие конструктивные составляющие поршневой группы. Другими словами, на все подвижные детали, которые участвуют в работе двигателя и входят в поршневую группу, будет ложиться дополнительная нагрузка на изгиб, сжатие и др. Это, в свою очередь, может стать причиной дальнейшего разбивания цилиндров по ходу работы двигателя.
Однако, в настоящее время все еще есть мастера, которые желают самостоятельно осуществить этот процесс. Возможно, у кого-то не хватает средств, а кто-то просто любит проводить время в гараже, ковыряясь в своем мотоцикле. В любом случае, самостоятельно расточить цилиндр мотоцикла возможно. Стоит отметить сразу, что способ расточки также подойдет и для автомобильного блока цилиндров. Единственный нюанс состоит в том, что обращение к токарю неминуемо, поскольку именно токарь может сделать соответствующую оправку, которая подойдет для данного процесса.
Оправка должна иметь размеры в зависимости от размеров растачиваемого цилиндра. Например, если диаметр цилиндра составляет 76 мм, то диаметр оправки должен составлять 74 мм, а ее длина должна превышать длину цилиндра примерно на 150 мм, хотя можно и немного больше. После того, как оправка будет готова, в ней необходимо проделать отверстие, в которое будет вставляться вороток, и еще ножовкой пропилить вдоль паз, глубина которого должна составлять примерно 10 мм.
Что необходимо для притирки
Процесс притирки выполняется при демонтированной головке блока цилиндров. Поэтому кроме инструментов для притирки клапанов автовладельцу также понадобится инструмент для демонтажа ГБЦ. Как правило, это обычные слесарные ключи, отвертки, ветошь. Однако также желательно иметь и динамометрический ключ, который понадобится на этапе обратного монтажа головки на место. Необходимость в нем возникает, поскольку крепежные болты, держащие головку на ее посадочном месте, должны быть закручены с определенным моментом, который как раз и можно обеспечить лишь при помощи динамометрического ключа. В зависимости от того, какой будет выбран способ притирки клапанов — ручной или механизированный (о них немного позже), отличается и набор инструментов для работы.
Непосредственно для выполнения притирки клапанов автовладельцу понадобится:
- Ручной держатель клапана. В автомагазинах или автомастерских имеются в продаже уже готовые такие изделия. Если вы по каким-либо причинам не хотите или не можете купить подобный держатель, то его можно изготовить самостоятельно. Как его сделать, рассказано в следующем разделе. Ручной держатель клапана используется при ручной притирке клапанов.
- Паста для притирки клапанов. В большинстве случаев автовладельцы покупают уже готовые составы, поскольку в настоящее время этих средств в автомагазинов достаточно много, в том числе по разным ценам. В крайнем случае можно сделать подобный состав и самостоятельно из абразивной стружки.
- Дрель или шуруповерт с возможностью реверса (для выполнения механизированной притирки). Как правило, притирка выполняется в обе стороны вращения, поэтому дрель (шуруповерт) должна вращаться как в одну, так и в другую стороны. Также можно воспользоваться ручной дрелью, которая сама по себе может вращаться в одном и другом направлении.
- Шланг и пружинка. Эти устройства необходимы для выполнения механизированной притирки. Пружинка должна иметь невысокую жесткость, и диаметр на два-три миллиметра больше диаметра стержня клапана. Аналогично и шланг, чтобы его можно было впритык надеть на стержень. Также для его закрепления можно воспользоваться маленьким хомутом. Еще необходим какой-нибудь недлинный металлический стержень по диаметру аналогичный стержню поршня, чтобы он также впритирку подходил для резинового шланга.
- Керосин. Его используют в качестве очистителя и впоследствии для проверки качества выполненной притирки.
- «Шарошка». Это специальное приспособление, предназначенное для снятия поврежденного металла в посадочном гнезде клапана. Такие приспособления продаются в готовом виде в автомагазинах. В настоящее время в автомагазинах можно найти эту деталь практически для любого двигателя (тем более для распространенных автомобилей).
- Ветошь. Впоследствии с ее помощью нужно будет вытереть насухо обработанные поверхности (заодно и руки).
- Растворитель. Нужен для очистки рабочих поверхностей.
- Скотч. Является нужной составляющей при выполнении одного из методов механизированной очистки.
Приспособление для притирки клапанов
Если у автовладельца нет возможности/желания покупать заводское приспособление для притирки клапанов своими руками (вручную), аналогичное устройство можно сделать самостоятельно с помощью подручных средств. Для этого понадобится:
- Металлическая трубка с полостью внутри. Ее длина должна составлять около 10…20 см, а диаметр внутреннего отверстия трубки должен быть на 2…3 мм больше, чем диаметр стержня клапана двигателя.
- Электродрель (или шуруповерт) и сверло по металлу диаметром 8,5 мм.
- Контактная или газовая сварка.
- Гайка и болт диаметром 8 мм.
Алгоритм изготовления устройства для притирки клапанов будет следующим:
- С помощью дрели на расстоянии около 7…10 мм от одного из краев необходимо просверлить дырку указанного выше диаметра.
- С помощью сварки необходимо приварить гайку ровно над просверленным отверстием. При этом работать нужно аккуратно, чтобы не повредить резьбу на гайке.
- Вкрутить болт в гайку так, чтобы его край достал внутренней поверхности противоположной от отверстия стенки трубки.
- В качестве рукоятки для трубки можно либо загнуть противоположный кусок трубы под прямым углом, либо же доварить еще один кусок трубы или любой другой металлической детали, похожей по форме (прямой).
- Выкрутить болт обратно, а в трубку вставить стержень клапана, и с помощью болта зажать его крепко с помощью гаечного ключа.
Основные правила и секреты
Для осуществления процесса нужно снять головку блока цилиндров.
- Чтобы извлечь клапана из втулок, которые их направляют, надо предварительно убрать пружины клапанов. Для этого можно применять инструменты для клапанов, доступные в специализированных магазинах.
- Обычно на стержень приспособления надевают резиновый шланг и хомуты. Вместо этого можно использовать наконечник со сквозным резьбовым отверстием в боковой стенке. В это отверстие вворачивается болт, фиксирующий стержень клапана.
- Перед притиркой осмотрите клапана. Если на них есть следы деформации (погнутости и трещины) – такие изделия использовать нельзя. Замените их новыми. Имеется нагар? Очистите его — для этого можно применять жёсткую щётку.
Нюансы расточки цилиндров в домашних условиях
Правильный уход за двигателем автомобиля поможет продлить его срок службы

Помимо того, что сама по себе процедура требует внимания и сноровки (не говоря уже об оборудовании), у концепции капитального ремонта есть и свои недостатки. Например, при многократной расточке цилиндров их стенки утончаются настолько, что могут не справиться с нагрузкой и температурным режимом.
Это маловероятный сценарий, но тем не менее — хорошо подумайте, прежде чем раз за разом растачивать блок. Ещё один момент — это падение КПД двигателя.
Так как объём двигателя, пусть и незначительно, увеличивается — увеличивается и мощность.
Неконтролируемый рост этих показателей может разбалансировать вашу машину. Ну, и кроме того, могут возникнуть вопросы при прохождении техосмотра.
Ведь новые параметры двигателя не будут соответствовать первоначальным.
Несколько слов о хонинговании
Некоторые владельцы авто, разбирающиеся в свойствах металла, после расточки и шлифовки выполняют хонингование внутренней поверхности. Этот вид обработки включает прохождение по внутренней поверхности цилиндров специальным роликом, который уплотняет поверхность и оставляет сетчатый след. Благодаря такой обработке повышается механическая износостойкость металла, а соответственно – увеличивается ресурс мотора.
Современные мастерские предлагают в качестве ремонтных услуг такие методики обработки, как дохонингование, платохонингование, которые выравнивают профиль существующей сетки, что влечёт за собой уменьшение периода обкатки.
Такие работы, как расточка, шлифовка и хонингование требуют квалифицированного подхода, а также использования профессионального оборудования. Поэтому, если возникает потребность в проведении этих работ, нужно обращаться только в специализированные мастерские, а не пытаться самостоятельно увеличить размер цилиндров, а затем шлифовать их, используя нестандартные методы обработки.
Народные способы
Итак, ближе к теме. Расточить блок цилиндров в домашних условиях можно без специального оборудования несколькими народными методами. Потребуют они не только времени, что само собой разумеется, но и терпения.
Способ 1
Метод хотя и «дедовский», но тоже без инструмента не обходится. Тут подойдет хорошая электродрель, поставленная на малые обороты. Обязателен также изношенный поршень, имеющий зазор в гильзе (сбоку). И еще нужна будет цилиндровая шпилька, а также шкурка с разным номером абразива.
Поршень в данном случае играет роль самого значимого элемента. Он – это рабочее тело, на которое фиксируется наждачка. Лучше подбирать старый и отработавший свой срок поршень, так как после расточки он уже будет негодным для эксплуатации.
В автосервисе применяется не бумага, а абразивная крошка. Вместо дрели, как и было сказано выше, применяется специальный станок с воротком, имеющим положенный диаметр.
https://youtube.com/watch?v=0KCUO0E9_vk
Ремонтный процесс
- Посередке поршня сверлится отверстие под цилиндровую шпильку.
- На шпильку накручивается гайка, а затем шпилька вставляется в поршень торчком вверх.
- Шпилька затягивается накрепко.
- Пропиливается разрез на поршне металлической ножовкой.
- В получившееся отверстие вставляется шкурка, а затем оборачивается вокруг поршня.
- Эта своеобразная насадка устанавливается в дрель, плотно затягивается.
- Цилиндр фиксируется от проворачиваний.
- Дрель включается на малый оборот. Расточка начинается сверху вниз, а после снизу вверх.
Примечание. В процессе такой расточки надо следить за тем, чтобы шкурка не выходила из поршня. Вначале применяется крупная шкурка, потом более мелкая. На завершающем этапе шлифовка должна проводиться нулевкой.
Некоторые эксперты также советуют проводить расточку блока цилиндров, одновременно используя масло. Другие не согласны с этим мнением, так как считают, что и на сухую неплохо растачивается. Последний вариант нам более импонирует, тем более, равномерность и гладкость можно почувствовать руками, если иметь определенную сноровку.
Полезная рекомендация гласит: чтобы не отбить руки в процессе шлифовки электродрелью, рекомендуется хорошенько зафиксировать цилиндр, но постараться его не повредить при этом.
Также вам будет полезно видео о хонинговании.
2 способ
В качестве основного инструмента в данном случае будет использоваться деревянная оправка. Но придется обратиться к фрезеровщику, который эту самую оправку выточит. Технология изготовления оправки основана на следующей формуле: если растачиваемый цилиндр на 76, оправка из бруска должна иметь 74 мм в диаметре. Что касается длины, то она должна быть больше размера цилиндра на 200 мм.
Подготовка приспособы
- В оправке сверлится дырка.
- Ножовкой пропиливается вдоль оправки разрез, в который вставляется абразивная бумага, как и в вышеописанном случае.
Примечание. Примерная глубина паза должна равняться 10 мм. Шкурка, как и в первом случае, должна быть и крупной, и мелкой.
Приступаем к работе
- Абразивная бумага оборачивается вокруг оправки.
- Шкурка обильно смачивается маслом.
- Оправкой растачивается цилиндр. Надо вращать оправку внутри цилиндра крупной в размерах шкуркой, пытаясь достичь свободного движения по поверхности. Затем менять бумагу на мелкую и продолжать.
Простые советы
Идеальный вариант расточки цилиндров, которые содержит блок мотора автомобиля:
Поршень должен сидеть внутри плотно, не смещаться вниз от собственного веса.
Идеальный вариант расточки цилиндров, которые содержит блок мотора мотоцикла:
Поршень внутри цилиндра должен проходить легко, но и не болтаться слишком, так как при нагреве он будет подклинивать от физического расширения.
Научившись проводить расточку своими руками правильно, вы более не будете озабочены проблемой, которая возникает у большинства владельцев б/у машин. Избежать пониженной компрессии ДВС на подержанных автомобилях вряд ли удается, но провести расточку и повысить компрессию теоретически сможет каждый.
Безусловно, как и в начале статьи, мы предупреждаем читателя. Скорее всего, провести расточку правильно без соответствующих знаний не удастся, но желание может перебороть все сомнения. Посмотрите обязательно несколько видео инструкций, изучите наши рекомендации и вперед!
Народные способы
Итак, ближе к теме. Расточить блок цилиндров в домашних условиях можно без специального оборудования несколькими народными методами. Потребуют они не только времени, что само собой разумеется, но и терпения.
Способ 1
Метод хотя и «дедовский», но тоже без инструмента не обходится. Тут подойдет хорошая электродрель, поставленная на малые обороты. Обязателен также изношенный поршень, имеющий зазор в гильзе (сбоку). И еще нужна будет цилиндровая шпилька, а также шкурка с разным номером абразива.
Поршень в данном случае играет роль самого значимого элемента. Он – это рабочее тело, на которое фиксируется наждачка. Лучше подбирать старый и отработавший свой срок поршень, так как после расточки он уже будет негодным для эксплуатации.
В автосервисе применяется не бумага, а абразивная крошка. Вместо дрели, как и было сказано выше, применяется специальный станок с воротком, имеющим положенный диаметр.
Ремонтный процесс
- Посередке поршня сверлится отверстие под цилиндровую шпильку.
- На шпильку накручивается гайка, а затем шпилька вставляется в поршень торчком вверх.
- Шпилька затягивается накрепко.
- Пропиливается разрез на поршне металлической ножовкой.
- В получившееся отверстие вставляется шкурка, а затем оборачивается вокруг поршня.
- Эта своеобразная насадка устанавливается в дрель, плотно затягивается.
- Цилиндр фиксируется от проворачиваний.
- Дрель включается на малый оборот. Расточка начинается сверху вниз, а после снизу вверх.
Примечание. В процессе такой расточки надо следить за тем, чтобы шкурка не выходила из поршня. Вначале применяется крупная шкурка, потом более мелкая. На завершающем этапе шлифовка должна проводиться нулевкой.
Некоторые эксперты также советуют проводить расточку блока цилиндров, одновременно используя масло. Другие не согласны с этим мнением, так как считают, что и на сухую неплохо растачивается. Последний вариант нам более импонирует, тем более, равномерность и гладкость можно почувствовать руками, если иметь определенную сноровку.
Полезная рекомендация гласит: чтобы не отбить руки в процессе шлифовки электродрелью, рекомендуется хорошенько зафиксировать цилиндр, но постараться его не повредить при этом.
Также вам будет полезно видео о хонинговании.
2 способ
В качестве основного инструмента в данном случае будет использоваться деревянная оправка. Но придется обратиться к фрезеровщику, который эту самую оправку выточит. Технология изготовления оправки основана на следующей формуле: если растачиваемый цилиндр на 76, оправка из бруска должна иметь 74 мм в диаметре. Что касается длины, то она должна быть больше размера цилиндра на 200 мм.
Подготовка приспособы
- В оправке сверлится дырка.
- Ножовкой пропиливается вдоль оправки разрез, в который вставляется абразивная бумага, как и в вышеописанном случае.
Примечание. Примерная глубина паза должна равняться 10 мм. Шкурка, как и в первом случае, должна быть и крупной, и мелкой.
Приступаем к работе
- Абразивная бумага оборачивается вокруг оправки.
- Шкурка обильно смачивается маслом.
- Оправкой растачивается цилиндр. Надо вращать оправку внутри цилиндра крупной в размерах шкуркой, пытаясь достичь свободного движения по поверхности. Затем менять бумагу на мелкую и продолжать.
Простые советы
Идеальный вариант расточки цилиндров, которые содержит блок мотора автомобиля:
Поршень должен сидеть внутри плотно, не смещаться вниз от собственного веса.
Идеальный вариант расточки цилиндров, которые содержит блок мотора мотоцикла:
Поршень внутри цилиндра должен проходить легко, но и не болтаться слишком, так как при нагреве он будет подклинивать от физического расширения.
Шлифовка головки блока цилиндров двигателя своими руками – Как отремонтировать ВАЗ

Доброго времени суток, уважаемые автомобилисты! Скорее всего, для вас не является секретом тот факт, что является очень специфической частью двигателя автомобиля. Все системы и детали ГБЦ очень тесно связаны друг с другом, а какая-либо неисправность деталей, как правило, является следствием более значимого дефекта в ГБЦ.
Например, если вы обнаружили, что прокладка головки блока цилиндров пришла в негодность, и пропускает масло, то, помимо непосредственно , настоятельно рекомендуется найти причину того, почему произошел пробой прокладки.
А причина может быть до банального проста – даже незначительный перегрев или случайное попадание на него воды, может стать причиной деформации ГБЦ, и как следствие, прогорания прокладки.
Говоря проще, необходимо провести полную дефектовку состояния головки блока. И вполне вероятно, что причиной пробоя прокладки послужило нарушения сопряжения плоскости ГБЦ и блока цилиндров. В этом случае вам без оговорок, понадобится фрезеровка или по-другому, шлифовка головки блока цилиндров.
Когда нужна шлифовка ГБЦ
Давайте уясним, для чего необходима шлифовка головки блока цилиндров, да и шлифовка блока цилиндров, тоже. Шлифовка ГБЦ проводится с целью доведения до необходимых параметров привалочной плоскости ГБЦ, сопрягающейся с плоскостью блока.
Шлифовку плоскости головки блока проводят в двух случаях. Первый, не особо актуальный для среднестатистического водителя – это тюнинг двигателя.
Для увеличения степени сжатия уменьшают высоту головки блока цилиндров. Но, это относилось к тому периоду, когда мы еще не имели представления о наличии топлива хорошего качества.
Второй вариант, когда в обязательном порядке проводится шлифовка головки двигателя – это ремонт ГБЦ.
Ремонт в любом виде, то ли вам понадобилось поменять прокладку, то ли вы решили заменить или отремонтировать распредвал. Не ограничивайтесь именно той ремонтной операцией, ради которой вы провели .
Ведь уже сняли, уделите ей немного времени, для того, чтобы чуть позже вновь не начинать ремонт ГБЦ.
Готовим головку блока к шлифовке
Проверку плоскости головки можно провести своими руками, при помощи металлической линейки и набора щупов. Линейка поочередно прикладывается в нижней плоскости по диагоналям, и подбирается щуп, который входит в зазор между линейкой и плоскостью головки. Метод далекий от точных величин, но общее представление о деформации сопрягаемой плоскости он даёт.
Что самое интересное, именно возле тех цилиндров, где прогорела прокладка, а поршни с нагаром, вы и увидите наибольшую деформацию плоскости головки.
Плюс ко всему. По правилам, шлифовка головки блока проводится только после того, как вы полностью будете убеждены в том, что корпус ГБЦ не имеет трещин. Можно попробовать поискать эти самые трещины своими силами, например при помощи красящего вещества.
На тщательно очищенную поверхность головки наносится краска, через 5 минут удаляется и вы можете видеть трещины. Несовершенство этого метода в том, что вряд ли вы увидите микротрещины, или те трещины, которые пошли внутрь блока.
Придётся обращаться к специальному оборудованию. Проверка внутренних полостей ГБЦ на герметичность проводится в специальном устройстве, где корпус головки нагревается, и трещины показывают себя при помощи давления и воздушных пузырьков в воду ванной, где размещена головка блока. И только после устранения обнаруженных трещин блока, можно приступать к шлифовке головки двигателя.
Шлифовка головки блока цилиндров
Шлифовка головки вам вряд ли удастся своими руками, так как производится на специальном фрезерно-шлифовальном станке. Технология вам не должна быть интересной, но… некоторые нюансы вы должны знать, чтобы потом применить их при сборке головки блока.
Толщина шлифовки. Завод изготовитель в мануале к модели вашего двигателя, должен указывать максимальную (ремонтную) глубину шлифовки плоскости, при которой он гарантирует нормальную работу двигателя.
Желательно, чтобы вы уточнили у мастера, на какую глубину будет проводиться фрезеровка, не забыв озвучить допустимые цифры производителя. Это нужно для того, чтобы подобрать прокладку соответствующей толщины. И, если понадобится укорачивать клапана, то нужно знать на сколько.
Не стоит экспериментировать с двигателем. Если при шлифовке будет превышен максимальный запас, озвученный производителем, то придётся произвести замену головки блока цилиндров.
Процедура шлифовки не занимает много времени, и получив на руки проверенную на герметичность и отшлифованную ГБЦ, вы спокойно можете устанавливать её на место.
Удачи вам при проведении операции по шлифовке головки блока цилиндров.
Как и чем проводится расточка двигателя
Технологическую операцию по изменению диаметра цилиндров выполняют при капитальном, иногда – среднем ремонте. Любители «полировки» асфальта, используют расточку в качестве тюнинга мотора. Изменение внутреннего размера позволяет увеличить объём, а соответственно – мощность силового агрегата.
Чтобы расточить двигатель, необходимо извлечь блок цилиндров из подкапотного пространства и отвезти его на предприятие или в мастерскую, оборудованную специальными вертикально-расточными станками. Это сложная промышленная установка, способная увеличить диаметр внутри блока до требуемых размеров. Внешне она напоминает сверлильный станок, но имеет большие габариты и станину, а вместо патрона для сверла у неё − вращающийся шпиндель, на который устанавливают резец для выполнения расточки.
Срезание изношенной поверхности производят твердосплавными резцами, которые вращаются на шпинделе и имеют медленную скорость подачи, рассчитанную технологами, для получения качественной шероховатости поверхности. Перед расточкой инструмент затачивают, затем выполняют пробный проход на заготовке для того, чтобы убедиться в точности установленного размера.
Диаметр расточки подбирают в зависимости от имеющихся в продаже размеров ремонтных поршней. К этим параметрам добавляют технологический зазор, установленный производителем, и растачивают двигатель.
После расточки выполняют шлифование внутренних поверхностей блока, чтобы улучшить шероховатость цилиндров. Для такой работы используют специальные шлифовальные станки. Некоторые умельцы выполняют эту трудоёмкую операцию вручную.
Что в итоге
Вполне очевидно, что от глубины шлифовки будет также напрямую зависеть и дальнейший подбор прокладки ГБЦ не только по материалам изготовления (например, металл или армированный паронит), но и по толщине. Данное утверждение справедливо и в том случае, если после фрезеровки существует риск того, что клапана ГРМ окажутся слишком длинными. В такой ситуации снятая при шлифовке толщина компенсируется увеличенной толщиной новой прокладки, установкой двойной прокладки, а также укорачиванием клапанов.
Квалифицированно проведенные работы по проверке на герметичность, ремонту трещин, расточке и шлифовке ГБЦ или БЦ позволяют получить проверенную и полностью работоспособную деталь, которая после установки на автомобиль будет являться залогом дальнейшей исправной работы ДВС. Например, профессионально отремонтированная и правильно поставленная головка прослужит не один десяток тысяч километров при условии соблюдения общих рекомендаций во время эксплуатации и своевременного технического обслуживания и ремонта двигателя.
https://youtube.com/watch?v=CIOcEfi8qa8
Как самостоятельно определить, что прокладка головки блока цилиндров прогорела. Рекомендации по протяжке ГБЦ после замены. Какую прокладку лучше выбрать.
Притирка клапанов: как сделать самому. Для чего и когда нужно притирать клапаны. Как притереть клапана, какую притирочную пасту выбрать. Рекомендации.
Почему антифриз или тосол поадают в цилиндры двигателя и что делать в такой ситуации. Как самому определить наличие тосола в цилиндрах, способы ремонта.
На какие неисправности указывает эмульсия на масляном щупе и крышке маслозаливной горловины. Способы самостоятельного определения причин данной проблемы.
Ремонт чугунного или алюминиевого блока цилиндров двигателя при помощи гильзовки. Виды гильз и как гильзы вставляются в блок. Советы и рекомендации.
Когда необходимо растачивать коленчатый вал двигателя, для чего нужна расточка коленвала. Как растачивается коленвал, особенности подбора вкладышей.