Устройство блока и головки блока цилиндров двигателя
Содержание:
- Заливаемые алюминиевые гильзы (ALUSIL®, Silitec®)
- Площадь поверхности цилиндра
- Прокладка, клапан и другие детали ГБЦ
- Разновидности
- Из чего сделан блок цилиндров двигателя
- История
- ALUSIL®-paбочие поверхности цилиндров
- 1.1. Определение цилиндра
- Устройство блока цилиндров
- Возможное количество цилиндров в блоке
- Объем цилиндрической полости
- Гильзы из серого чугуна Мокрые гильзы из серого чугуна
Заливаемые алюминиевые гильзы (ALUSIL®, Silitec®)
Наряду с изготовлением монолитных блоков цилиндров из ALUSIL — материала возможно также изготовление блоков цилиндров с заливаемыми алюминиевыми гильзами с высоким содержанием кремния (ALUSIL, Silitec). Необходимое для армирования цилиндра обогащение кремнием существует при данном методе только в зоне рабочей поверхности цилиндра. Остальной блок цилиндров состоит из стандартного алюминиево-кремниевого сплава (напр., AISi9Cu3).
Компактное набрызгивание заливаемых гильз
Здесь речь идёт об относительно новом методе для изготовления алюминиевых гильз с высоким содержанием кремния (Silitec ). Требуемый материал гильз для заливки изготавливается так называемым методом компактного набрызгивания. Ради простоты и понятности в последующем тексте применяется понятие Silitec. Здесь в одной камере металлический расплав алюминия с помощью распыляющего газа (азот) мельчайше распыляется, и, таким образом, слой за слоем образует заготовку (изобр. 1). Форма конуса распыления обуславливает позднейшую форму полуфабриката. Принципиально с помощью данного метода возможно изготовление труб, шайб, штанг или листов непосредственно в ходе одного рабочего процесса. По технике изготовления компактное набрызгивание находится между спеканием и классическим формообразующим литьём По сравнению с обычными литейными материалами создается возможность, похоже, как и при спекании, производить материалы необычного состава. Содержание кремния при данном методе может доходить до 25%. Получают очень тонкую структуру с гомогенным распределением элементов и фаз и хорошими возможностями формоизменения.
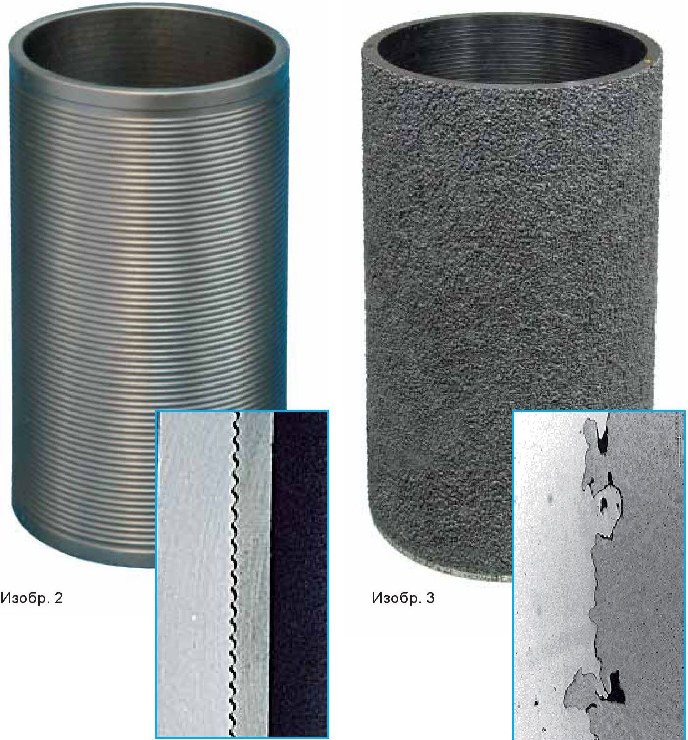
Таким способом полученный сырой материал в форме болта перерабатывается методом непрерывного выдавливания в трубы, которые затем, распиленные на куски, применяются как заливаемые детали для блока цилиндров (изобр. 3). Для улучшения связи перед заливкой делают струйным способом наружную поверхность гильз шероховатой. Из-за опасности расплавления вННй’-гильз заливка производится более быстрым методом литья под давлением.
Обработка цилиндров производится как и у прочих алюминиево-кремниевых рабочих поверхностях цилиндров. Кристаллы кремния очень тонко распределены в структуре и имеют величину 4 — 10 рм (изобр. 2). Из-за очень малых размеров частиц раскрытие кристаллов кремния при окончательной обработке рабочих поверхностей цилиндров предъявляет особые требования. У изготовленных данным методом блоков цилиндров используется поэтому в серийном производстве преимущественно раскрытие обработкой едким натром.
|
Изображение 1 |
1. Литейный тигель
2. Расплав
3. Кольцевое сопло
4. Камера набрызгивания
5. Конус набрызгивания
6. Заготовка
7. Вращающаяся тарелка
|
Изображение 2 Равномерное распределение кристаллов кремния |
Площадь поверхности цилиндра
Площадь боковой поверхности
К вычислению площади боковой поверхности цилиндра.
Площадь боковой поверхности цилиндра равна длине образующей, умноженной на периметр сечения цилиндра плоскостью, перпендикулярной образующей.
Площадь боковой поверхности прямого цилиндра вычисляется по его развёртке. Развёртка цилиндра представляет собой прямоугольник с высотой h{\displaystyle h} и длиной P{\displaystyle P}, равной периметру основания. Следовательно, площадь боковой поверхности цилиндра равна площади его развёртки и вычисляется по формуле:
- Sb=Ph{\displaystyle S_{b}=Ph}
В частности, для прямого кругового цилиндра:
- P=2πR{\displaystyle P=2\pi R}, и Sb=2πRh{\displaystyle S_{b}=2\pi Rh}, здесь и далее R{\displaystyle R} — радиус основания цилиндра.
Для наклонного цилиндра площадь боковой поверхности равна длине образующей, умноженной на периметр сечения, перпендикулярного образующей:
- Sb=P⊥h{\displaystyle S_{b}=P_{\perp }h}
Простой формулы, выражающей площадь боковой поверхности косого цилиндра через параметры основания и высоту, в отличие от объёма не существует. Для наклонного кругового цилиндра можно воспользоваться , а затем умножить полученное значение на длину образующей.
Площадь полной поверхности
Площадь полной поверхности цилиндра равна сумме площадей его боковой поверхности и его оснований.
Для прямого кругового цилиндра:
Sp=2πRh+2πR2=2πR(h+R){\displaystyle S_{p}=2\pi Rh+2\pi R^{2}=2\pi R(h+R)}
Прокладка, клапан и другие детали ГБЦ
А теперь разберём устройство головки блока цилиндров. Несмотря на то, что её конструкция значительно различается в различных моделях двигателей, есть общие черты, присущие большинству современных ГБЦ в автомобиле. Поэтому, говоря о конструкции, можно выделить общие узлы, которые можно найти почти всегда.
Корпус крышки блока цилиндров
Главная часть ГБЦ – это её корпус. Как правило, он цельнолитой и изготавливается:
- из чугуна – в основном на старых моделях двигателей;
- сплава на основе алюминия.
Опыт показывает, что чугунная крышка головки блока цилиндров надёжнее в экстремальных условиях эксплуатации (жара, либо, напротив, чрезмерный холод, работа на повышенных оборотах и т. д.), но сплавная легче и обладает большей теплопроводностью – и, значит, двигатель медленнее перегревается. Из-за этого сейчас чугунные ГБЦ в основном применяют на дизелях для мощной спецтехники, а на карбюраторных моторах применяются в основном сплавные.
Именно на корпусе крепятся все остальные узлы, которые содержит голова двигателя.
Крышка
Крышка ГБЦ, по большому счёту, является декоративной деталью, однако и у неё есть свои полезные функции:
- Она защищает ГБЦ от загрязнений, которые могли бы помешать работе механизмов во время езды.
- Она препятствует разбрызгиванию масла на другие узлы моторного отсека в автомобиле.
Клапаны и связанные с ними детали
Клапана головки блока цилиндров предназначены для того, чтобы управлять газовыми потоками, возникающими при работе двигателя. Они подают топливную смесь в камеры, где происходит сгорание, а затем выпускают отработанные газы на удаление из двигателя. Каждый клапан состоит из следующих деталей:
- Седло – непосредственно место, где клапан крепится к узлу двигателя.
- Игла – непосредственно узел, открывающий и закрывающий отверстие для потока газов.
- Пружина – возвращает иглу клапана на место по завершении цикла.
Работой клапанов управляет расположенный в головке распредвал. С помощью кулачков (элементов вращения особой формы) он при вращении открывает и закрывает клапаны. В двигателях используются два основных типа работы вала:
- Одновальная схема (SOHC) – есть один вал, который управляет всеми четырьмя комплектами клапанов для цилиндров.
- Двухвальная (DOHC) – два сопряжённых вала, из которых один регулирует работу клапанов впуска, а второй – выпуска.
Распредвал приводится в действие с помощью ремня ГРМ. Источником движения для него служит коленчатый вал (коленвал), который, в свою очередь, приводят в движение поршни двигателя во время взрывов топливной смеси. Таким образом в двигателе осуществляется саморегуляция.
Свечи зажигания
Для того, чтобы воспламенить топливную смесь, используются свечи. Они представляют собой электроды, на которые подаётся напряжение от электросистемы автомобиля. Высоковольтный разряд поджигает смесь бензина с воздухом, и выделившаяся энергия толкает поршень. С поршня же, в свою очередь, кинетическая энергия подаётся на коленвал – и, в конечном итоге, за счёт его вращения обеспечивается работа как двигателя, так и иных агрегатов автомобиля.
Прокладка
Отдельно нужно упомянуть прокладку, с помощью которой обеспечивается герметизация рабочего объёма двигателя, а ГБЦ объединяется с корпусом мотора. Несмотря на свою внешнюю простоту, прокладка является сложным техническим изделием, обеспечивающим как герметичность, так и механическую прочность узла. Как правило, её изготавливают из сталеасбеста – композитного материала, сочетающего стальную основу и жаропрочный асбест.
В том же случае, когда прокладка приходит в негодность, сначала падает компрессия (а заодно – и мощность мотора), затем двигатель начинает работать с перебоями. В итоге дело может кончиться полным выходом из строя всего блока. Именно поэтому каждый автомобилист должен тщательно следить за сохранностью прокладки.
Разновидности
Существует несколько типов гильз:
- Сухие.
- Мокрые.
Первый устанавливается в блок двигателя, который не имеет контакта с охлаждающей жидкостью. Мокрые гильзы с одной стороны вступают в контакт с антифризом. Такие элементы оснащены специальными прокладками, которые исключают утечку жидкости из системы охлаждения и ее проникновение в цилиндр. Также данный уплотнитель предотвращает прорыв отработавших газов в СОД.
Основные требования к гильзам:
Устойчивость к перепадам температур.
Коррозионная защита.
При подборе данных элементов, обращают внимание на толщину стенок цилиндров, их эллипсность и конусность. Учитываются допуски под расточку гильзы после ее установки в двигатель
Из чего сделан блок цилиндров двигателя
Самый распространенный материал, который используется при производстве ‒ чугун. Это традиционный вариант. На втором месте алюминий. Вернее его различные сплавы. Ну и еще достаточно экзотический материал – магниевый сплав. Теперь обо всех трех вариантах – более подробно.
Чугун
Это – традиционный материал, из него на протяжении многих десятилетий изготавливали эту деталь.
Чугун использовали с добавками: никелем, хромом. Среди положительных качеств чугунного изделия можно выделить: меньшую чувствительность к перегреву, жесткость, которая очень важна при форсировке двигателя.
Устройство, в основном, работает при частой смене температурного режима, поэтому изделия из чугуна в приоритете. Главный недостаток – значительный вес, который ухудшает динамику легкового авто.
Алюминий
Обладает такими положительными свойствами, как оптимальное охлаждение двигателя и незначительный вес. Он находится на втором месте по количеству выпускаемых блоков цилиндров. Особенность конструкции из алюминия – установка гильз.
Сегодня для выполнения этой операции, в основном, применяют две технологии Locasil и Nicasil. В первом случае запрессовываются гильзы из алюминий-кремниевого сплава во втором – наносится никелевое покрытие. Вторая технология имеет существенный недостаток – если, к примеру, прогорает поршень, обрывается шатун или выходит из строя никелевое покрытие, то изделие отремонтировать не получится.
Также никосиловая технология не предусматривает расточку, приходится менять весь узел в сборе. Понятно, что в таком случае владельцу автомобиля приходится раскошелится на солидную сумму.
Магниевый сплав
Блок цилиндров двигателя из него твердый как чугунный, и легкий, как алюминиевый. Правда стоит такое изделие дорого, и по этой причине в условиях конвейерного производства не используется, хотя соединяет в себе лучшие качества чугуна и алюминия. Как видите, у каждого из упомянутых материалов есть определенные плюсы и минусы, но утверждать, что какой-то из них лучше, было бы некорректно.

История
После появления поршневых двигателей, в целях улучшения равномерности вращения, массогабаритных показателей, увеличения КПД (искровые) и снижения вибрации, были созданы многоцилиндровые конструкции. На ранних двигателях, ввиду технологических трудностей, картер кривошипного механизма присоединялся на болтах, часто были отдельными цилиндры, рубашки охлаждения, водяные и масляные трубки.
По мере развития технологий литья и станочной обработки (то есть, уменьшения вероятности брака столь сложной детали) блок цилиндров объединил в себе верхнюю часть картера и все цилиндры. Это уменьшило количество деталей, их суммарный вес, и увеличило жёсткость (что позволяет, например, форсировать двигатели по наддуву). Сейчас такие названия как «блок двигателя», «блок цилиндров», «блок» можно услышать в сервисе или среди водителей, и все они относятся именно к этой единой детали. Блок-картером является деталь, объединяющую в себе блок и все стенки картера (часто это туннельный блок-картер), но и её обычно называют так же.
Однако трудности транспортного характера всё ещё вынуждают изготавливать крупноразмерные судовые двигатели с отдельным картером, отдельными цилиндрами, отдельными головками. Судовые дизели столь велики (сотни тонн), что перевозятся по железной дороге частями и монтируются краном на месте. Из эксплуатационных соображений их блоки и картеры имеют многочисленные люки для обслуживания и проверки, и даже головки цилиндров могут иметь отъёмные клапаны с сёдлами.
ALUSIL®-paбочие поверхности цилиндров
При методе ALUSIL весь блок цилиндров состоит из заэвтектического алюминиево-кремниевого сплава. Для такого заэвтектического сплава характерно повышенное содержание кремния; у наиболее часто применяемого ALUSIL- сплава (AISi17Cu4Mg) содержание кремния — 17%.
В противоположность заэвтектическому сплаву, эвтектический алюминиево-кремниевый сплав содержит только 12-13 % кремния. При такой доле кремния степень насыщения алюминия достигнута. Более высокая доля кремния приводит к тому, что при застывании расплава образуются первичные кристаллы кремния. Это означает, что та часть кремния, которая из-за насыщения алюминия кремнием не может войти в соединение с алюминием,выкристаллизовывается и откладывается среди (насыщенного) алюминиево-кремниевого сплава (эвтектика). Для облегчения выкристаллизования кремния в расплав добавляется небольшое количество фосфора. Кристаллы кремния растут вокруг гетерогенного алюминиево-фосфидного зародыша. Величина кристаллов кремния находится в пределах от 20 до 70 |jm. Данные первичные кристаллы кремния, соответствующим образом обработанные и раскрытые, без дополнительного армирования, образуют устойчивую к износу внутреннюю поверхность цилиндра для поршня и поршневых колец. Изображение 1: речь идёт о съёмке прозрачной плёнкой1 — здесь показана с увеличением окончательно обработанная АШЗИ-рабочая поверхность цилиндра (механическое шлифование для раскрытия). Отчётливо видны раскрытые кристаллы, выпукло лежащие в кристаллической решётке алюминия. Кристаллы кремния вырастают тем больше, чем дольше длится процесс застывания. Благодаря различной скорости охлаждения в блоке цилиндров в нижней части цилиндров образуются несколько большие кристаллы кремния, чем в верхней части, которая, в силу конструкционных особенностей, быстрее охлаждается. На изображении 2 показана трёхмерная картина шероховатости одной окончательно обработанной .
|
Изображение 1 |
|
Изображение 2 |
0axfilm — тонкая прозрачная плёнка для прямой съёмки структур поверхностей.
На изображении 3 представлены различия строения между доэвтектическим, эвтектическим и заэвтектическим алюминиево-кремниевыми сплавами
Из-за гомогенного распределения первичного кремния во всей отливке получаются в целом худшие свойства обрабатываемости со снятием стружки и меньшая стойкость инструментов, чем у стандартных алюминиевых сплавов. Меньшая скорость резания увеличивает к тому же время обработки, что негативно влияет на производственный такт выпуска.
Данная проблема при обработке может быть решена применением режущих инструментов (PKD), оснащённых алмазами. Только для изготовления отверстий в цельном материале и при нарезании резьбы не имеется инструментов, оснащённых алмазами.
Обработка рабочих поверхностей цилиндров подробно описана, начиная от главы 3.3 под названием «Обработка алюминиевых рабочих поверхностей цилиндров».
Изображения 3
а) эвтектический
б) доэвтектический с зернистой структурой
в) доэвтектический с улучшенной структурой
г) заэвтектический
1.1. Определение цилиндра
Рассмотрим какую-либо линию (кривую, ломаную или смешанную) l, лежащую в некоторой плокости α, и некоторую прямую S, пересекающую эту плоскость. Через все точки данной линии l проведем прямые, параллельные прямой S; образованная этими прямыми поверхность α называется цилиндрической поверхностью. Линия l называется направляющей этой поверхности, прямые s1
, s2
, s3
,… − ее образующими.
Если направляющая является ломаной, то такая цилиндрическая поверхность состоит из ряда плоских полос, заключенных между парами параллельных прямых, и называется призматической поверхностью. Образующие, проходящие через вершины направляющей ломаной, называются ребрами призматической поверхности, плоские полосы между ними − ее гранями.
Если рассечь любую цилиндрическую поверхность произвольной плоскостью, не параллельной ее образующим, то получим линию, которая также может быть принята за направляющую данной поверхности. Среди направляющих выделяется та, которая, получается, от сечения поверхности плоскостью, перпендикулярной образующим поверхности. Такое сечение называется нормальным сечением, а соответствующая направляющая − нормальной направляющей.
Если направляющая − замкнутая (выпуклая) линия (ломаная или кривая), то соответствующая поверхность называется замкнутой (выпуклой) призматической или цилиндрической поверхностью. Из цилиндрических поверхностей простейшая имеет своей нормальной направляющей окружность. Рассечем замкнутую выпуклую призматическую поверхность двумя плоскостями, параллельными между собой, но не параллельными образующим.
В сечениях получим выпуклые многоугольники. Теперь часть призматической поверхности, заключенная между плоскостями α и α’, и две образовавшиеся при этом многоугольные пластинки в этих плоскостях ограничивают тело, называемое призматическим телом − призмой.
Цилиндрическое тело − цилиндр определяется аналогично призме: Цилиндром называется тело, ограниченное с боков замкнутой (выпуклой) цилиндрической поверхностью, а с торцов двумя плоскими параллельными основаниями. Оба основания цилиндра равны, также равны между собой и все образующие цилиндра, т.е. отрезки образующих цилиндрической поверхности между плоскостями оснований.
Цилиндром (точнее, круговым цилиндром) называется геометрическое тело, которое состоит из двух кругов, не лежащих в одной плоскости и совмещаемых параллельным переносом, и всех отрезков, соединяющих соответствующие точки этих кругов (рис. 1).
Рис. 1 − Цилиндр
Круги называются основаниями цилиндра, а отрезки, соединяющие соответствующие точки окружностей кругов, − образующими цилиндра.
Так как параллельный перенос есть движение, то основания цилиндра равны.
Так как при параллельном переносе плоскость переходит в параллельную плоскость (или в себя), то у цилиндра основания лежат в параллельных плоскостях.
Так как при параллельном переносе точки смещаются по параллельным (или совпадающим) прямым на одно и то же расстояние, то у цилиндра образующие параллельны и равны.
Поверхность цилиндра состоит из оснований и боковой поверхности. Боковая поверхность составлена из образующих.
Цилиндр называется прямым, если его образующие перпендикулярны плоскостям оснований.
Прямой цилиндр наглядно можно представить себе как геометрическое тело, которое описывает прямоугольник при вращении его около стороны как оси (рис. 2).
Рис. 2 − Прямой цилиндр
В дальнейшем мы будем рассматривать только прямой цилиндр, называя его для краткости просто цилиндром.
Радиусом цилиндра называется радиус его основания. Высотой цилиндра называется расстояние между плоскостями его оснований. Осью цилиндра называется прямая, проходящая через центры оснований. Она параллельна образующим.
Цилиндр называется равносторонним, если его высота равна диаметру основания.
Если основания цилиндра плоские (и, следовательно, содержащие их плоскости параллельны), то цилиндр называют стоящим на плоскости. Если основания стоящего на плоскости цилиндра перпендикулярны образующей, то цилиндр называется прямым.
В частности, если основание стоящего на плоскости цилиндра − круг, то говорят о круговом (круглом) цилиндре; если эллипс − то эллиптическом.
Устройство блока цилиндров
Блок цилиндров двигателя должен удовлетворять следующим требованиям: обеспечение соосности всех постелей, а также соблюдение равного диаметра постелей. Также существуют блоки, в которых эти требования не соблюдаются, но это только специальные и экспериментальные конструкции.
Как мы заметили ранее, блок цилиндров является основой для других агрегатов. Его основные детали следующие:
- Цилиндр двигателя. Чем они больше, чем мощнее мотор. Объем суммируется и конечная цифра озвучивается в характеристиках автомобиля. Главной деталью цилиндров являются гильзы, которые бывают двух типов. Первый тип используется только в алюминиевых блоках – это впрессованные непосредственно в блок цилиндров гильзы. Второй тип – съемные гильзы. Они бывают «сухие» и «мокрые».
- Головка блока. Состоит из мест для крепления ремня ГРМ, камеры сгорания, отверстий для свечей, впускных и выпускных каналов, а также рубашки охлаждения и каналов смазки. Крепится головка сверху самого блока цилиндров. Но если другие агрегаты в автомобиле крепят просто «на глаз», то есть до того момента когда болт не повернуть, то здесь болты затягивают с помощью динамометрического ключа. У каждого автомобиля свои параметры и схемы для затяжки, которые нельзя нарушать.
- Картер. Во всех двигателях внутреннего сгорания картеры можно назвать именно частью блока, а не навесным агрегатом. Представляет собой корпус для кривошипно-шатунного механизма. Крепят картера снизу блока цилиндров, для защиты закрывают специальные поддоном.
Какими бы надежными ни были двигатели внутреннего сгорания, рано или поздно их ресурс подходит к концу. Особенно это касается ДВС старых автомобилей ВАЗ. Гильзовка блока цилиндров — одна из частых операций, которая производится в ходе капитального ремонта двигателя. В чему суть данной технологии, что она дает и как делается? Обо всем этом читайте далее в нашей статье.
Возможное количество цилиндров в блоке
Количество цилиндров это очень важный показатель двигателя и может варьироваться от 1 до 16. Конструктивно увеличение количества цилиндров обсусловлено желанием инженеров увеличить мощность двигателя.
Если поднимать мощность двигателя, не увеличивая количество цилиндров, то необходимо увеличивать диаметр поршней, и делать более массивным блок цилиндров двигателя, что ведет к увеличению массы автомобиля и росту расхода топлива. Получается, что, увеличивая мощность двигателя, мы получаем проигрыш в массе, а значит, в динамике, и нужно снова увеличивать мощность. Это типичный замкнутый круг.
Картер блока цилиндров «Запорожца» выполнен из дорогостоящего авиационного алюминиевого сплава
Инженеры задачу увеличения мощности решили с помощью увеличения количества цилиндров в блоке двигателя. Поршни при этом уменьшают в диаметре, что снижает потери от трения, а значит, мощность двигателя растет.
Объем цилиндрической полости
Объем полости в виде цилиндра равен объему цилиндра, который извлечен из данной полости для ее образования. То есть для вычисления цилиндрической полости можно воспользоваться формулами и калькулятором для расчета простого правильного цилиндра в зависимости от известных исходных данных.
На картинке продемонстрирована цилиндрическая полость, образованная в теле путем извлечения из него цилиндра. Объем извлеченного цилиндра и объем образованной полости равны.
Нужно отметить один важный момент. Несмотря на равенство объемов извлеченного цилиндра и образованной полости, площади поверхностей данных объектов будут отличаться, так как у образованной цилиндрической полости отсутствует верхняя поверхность. То есть суммарная площадь поверхности образованной цилиндрической полости будет меньше суммарной площади извлеченного цилиндра на одну площадь основания цилиндра.
Теория
Цилиндр может быть правильным или наклонным.
Правильный цилиндр – это цилиндр, где угол между образующими боковой поверхности и основанием цилиндра равен 90 градусов.
Неправильный или наклонный цилиндр – это цилиндр, где угол между образующими боковой поверхности и основанием цилиндра отличается от 90 градусов.
Рассмотрим правильный цилиндр.
Цилиндр – это тело, образованное вращением прямоугольника вокруг одной из его сторон. Тело цилиндра ограничено двумя кругами, называемыми основанием цилиндра и боковой цилиндрической поверхностью, которая в развертке представляет собой прямоугольник
Цилиндр можно так же описать как тело, состоящее из двух равных кругов, не лежащих в одной плоскости и параллельных между собой, и отрезков, соединяющих все точки одной окружности, с соответствующими точками другой окружности. Данные отрезки называются образующими цилиндра.
Радиус основания цилиндра, является радиусом цилиндра.
Ось цилиндра – это прямая, соединяющая центра оснований цилиндра.
Высота цилиндра – это перпендикуляр, опущенный от одного основания цилиндра к другому.
Гильзы из серого чугуна Мокрые гильзы из серого чугуна
Данный вид конструкции находит на сегодняшний день лишь относительно редко применение в двигателях для легковых втомобилей. Причиной этого является различное поведение алюминиевого блока цилиндров и гильзы цилиндра из серого чугуна при тепловом расширении. Особенно это требует выдерживания жёстких полей допусков по длине гильзы цилиндра при изготовлении с тем, чтобы наверняка избежать проблем с уплотнением головки блока цилиндров (по данному вопросу см. также главу «2.3.1. Различные виды конструкций блоков цилиндров»).
Заливаемые гильзы цилиндров из серого чугуна
Данная концепция объединяет в значительной степени весовые преимущества материала алюминия и отсутствие проблем свойств скольжения рабочих поверхностей цилиндров из серого чугуна. Изготовление производится, чаще всего, выгодным методом литья под давлением (конструкция Open-Deck). При изготовлении методом литья под давлением получаются сравнительно малые зазоры между гильзой и окружающим литьём, а также, в целом, хорошие показатели теплопроводности. Для обеспечения глухой посадки гильзы из серого чугуна в блоке применяются различные методы. Простейшим методом является изготовление с канавками по наружному диаметру (изобр. 2). Несмотря на применяемый метод литья под давлением, здесь могут быть, однако, проблемы с механическою связью и, тем самым, с глухой посадкой гильзы в блоке. Причиной этого являются оставшиеся между гильзой и алюминиевым блоком, хотя и очень маленькие, воздушные зазоры. Поэтому перешли к использованию так называемых гильз шероховатого литья (изобр. 3). Благодаря сильно изборождённой внешней наружной поверхности при заливке происходит истинное защемление гильзы материалом блока
Дальнейшее улучшение — хотя и за счёт более высоких расходов — приносит альфинирование или плазменное покрытие гильз перед заливкой. При альфинировании гильзы покрываются вначале алюминием в ванне с чистым алюминием. Тем самым возникает особая внутренняя, металлургическая связь алюминия с гильзой из серого чугуна. При данном методе речь идёт об относительно высокозатратном методе подготовки литья. Поэтому перешли — когда это необходимо, — к тому, чтобы гильзы из серого чугуна вначале с наружной стороны сделать струйной обработкой шероховатыми, а затем покрыть напыляемым плазменным слоем из алюминия. В противоположность альфинированию, при плазменном покрытии всё же не возникает металлургической связи серого чугуна с алюминием.
Нанесённые таким способом на гильзы алюминиевые слои при заливке в блок цилиндров вновь немного оплавляются и лучше соединяются с материалом блока по сравнению с гильзами без алюминиевого покрытия. Проблемы связи, которые при известных условиях могли бы появиться, можно таким способом уменьшить или их избежать.