Хонингование — это что такое? как выполняется хонингование цилиндров?
Содержание:
- Хонингование цилиндров, цена
- 3 Особенности процесса и сфера применения хонингования
- Хонингование цилиндров: что это такое, для чего нужна хонинговка и расточка (видео). хон или зеркало? как сделать хонинговку своими руками? инструмент и приспособление
- Отличия выполнения хонингования на разных двигателях
- Основные плюсы хонингования.
- Как обрабатывают отверстия не круглой формы
- 6 Подбираем правильные бруски для работы
- Теория хонингования блока цилиндров
- Как выполняется хонингование цилиндров
Хонингование цилиндров, цена
Если придерживаться рекомендаций специалиста, то проводить хонингование цилиндров следует с применением алмазных брусков. Причем подобный выбор стоит делать, даже невзирая на то, что этот материал стоит заметно дороже по сравнению с керамическими абразивами. Подобная технология финальной обработки цилиндров практикуется многими компаниями, что позволяет обеспечивать более высокий уровень качества этой процедуры в целом.
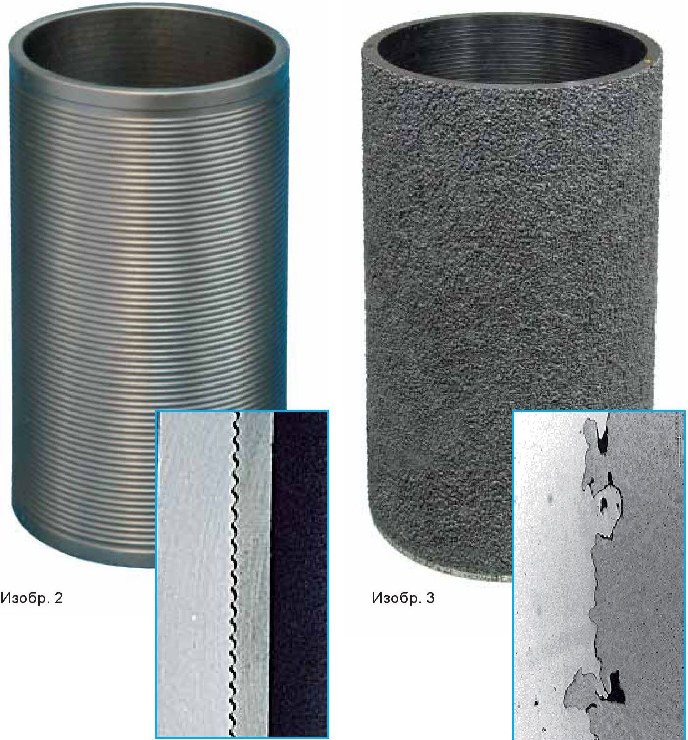
Хотя алмазные абразивы и стоят достаточно дорого, но этот недостаток компенсируется их повышенной устойчивостью к износу. Применение алмазных головок при проведении хонингования позволяет обеспечить отверстию идеальные геометрические размеры. Эта технология восстановления цилиндров позволяет создавать прямые стенки и круглую форму, а также правильное качество и количество штриховки. Все это положительным образом сказывается на сроке службы работы мотора и всего автомобиля.
Не стоит с пренебрежением относиться к процессу обточки с использованием указанной процедуры блока цилиндров. Хотя она и представляется обычной косметической процедурой, в действительности же с помощью этой технологии можно избежать преждевременного выхода из строя двигателя.
3 Особенности процесса и сфера применения хонингования
Итак, рассмотрим технологию хонингования и ее особенности. Как при любом виде абразивной обработки в этом случае происходит контакт между заготовкой и инструментом. При этом последний наносит на поверхность детали микрорезы, то есть, осуществляется царапание абразивными частицами, размеры которых обычно колеблются в пределах от 20 до 100 мкм — необходимо просто подобрать подходящее полотно. А вот разбег с количеством зерен еще более значительный, их может быть как 20, так и целых 400 на один квадратный миллиметр.
В общем, в процессе такого микрорезания происходит и снятие тончайшей стружки с поверхности металла, а также трение и его пластическое оттеснение. Огромную роль играет то, насколько правильно будут подобраны все параметры — начиная от размеров абразивных частиц и заканчивая скоростью вращения, а также прилагаемым давлением. В основном первая стадия процесса заключается в исправлении грубых погрешностей формы изделия. Осуществляется это посредством длительной обработки хонинговальными брусками. В этом случае скорость, с которой снимается слой металла, достигает 4 мкм/с.
Для того чтобы получить более гладкую поверхность либо же заданный микрорельеф, а также с целью упрочнения поверхностного слоя, применяют режим граничного трения, при котором снятие металла сводится к минимуму. Достигается данный режим путем повышения окружной скорости заготовки либо инструмента, а также снижения частоты колебания рабочих брусков и производимого давления.
Этот вид абразивной обработки используется во многих отраслях промышленности, особенно автомобильной. Так, например, подобным способом обрабатываются многие детали, в том числе и двигатели, а точнее, гильзы цилиндров, отверстия шестерней, поршневой и кривошипной головок шатунов, блоков цилиндров и т. д. Благодаря чему получаются максимально точные размеры этих самых отверстий, а поверхность становится идеально гладкой. Устраняются все погрешности в геометрии обрабатываемых деталей, которые могли возникнуть ранее.
Хонингование цилиндров: что это такое, для чего нужна хонинговка и расточка (видео). хон или зеркало? как сделать хонинговку своими руками? инструмент и приспособление
Хонингование цилиндров, наряду с расточкой, являются неотъемлемыми атрибутами капитального ремонта двигателя. Рассмотрим, что такое хонингование, как осуществляется финальная обработка гильз, цилиндров, втулок и какой нужен инструмент, приспособление для ремонта своими руками. Ответим на вопрос, что лучше: зеркало или хон?
Цель нанесения
Причины хонингования цилиндров:
- приближение к идеальной геометрической форме гильз, цилиндров, втулок. Ввиду погрешности даже самого качественно расточного инструмента, после расточки цилиндр может иметь слегка бочкообразную, конусоподобную форму. Всяческое изменение формы цилиндра от идеальной геометрии круга и смещение оси отверстия в блоке цилиндров двигателя ведет к снижению компрессии и уменьшению ресурса цилиндропоршневой группы;
- точность обработки поверхности хоном значительно выше, чем в случае обработки расточным и шлифовальным инструментом. Такая особенность позволяет получить необходимый класс чистоты поверхности и добиться лучшего прилегания поршневых колец к стенкам цилиндра;
- получение необходимой структуры шероховатости. Правильная насечка позволяется удерживать на стенках цилиндров моторное масло, предотвращающее сухое трение трущихся пар и, как следствие, ускоренный износ деталей ЦПГ. Также упорядоченная шероховатость предотвращает сильный износ деталей, когда по определенным причинам возникает непродолжительное сухое соприкосновение трущихся пар.
Технология обработки
Суть процесса хонингования заключается в равномерном снятии микронных слоев металла. Для этого используется специальный инструмент – хон. Рабочая поверхность хонинговальной головки касается внутренней части обрабатываемой поверхности по траектории, совмещающей вращательные и возвратно-поступательные движения.
Обработка производится с применением специальной смазочно-охлаждающей жидкости, в качестве которой может быть использован керосин либо рабочая жидкость на основе водно-масляных эмульсий (применяется при обработке изделий с высокими требованиями к качеству покрытия).
В процессе хонингования крайне важно обеспечить равномерное давление шлифующей кромки, так как только в таком случае удастся получить равномерную глубину риски и около идеальную геометрическую форму внутренней поверхности цилиндра. Для исключений возможной неравномерной обработки, шток задает хону небольшие круговые колебания вокруг своей оси
Тонкости процесса
- не должны иметь рваных, острых кромок;
- отсутствуют деформированные участки;
- глубина, ширина должны быть однородными.
Инструмент для хонингования
Для хонингования цилиндров своими руками используется 2 вида любительского инструмента:
- гибкие хонинговальные щетки (бутылочный ершик). Приспособление представляет собой насадку для ручной дрели или шуруповерта, на конце которой находится хонинговальный «ершик». В качестве абразивных материалов используются шлифовальные камни, закрепленные на пружинящих ножках;
- 3-лапые приспособления для ручной хонинговки. В качестве абразивных материалов используются шлифовальные камни. Шток инструмента можно зафиксировать в патроне шуруповерта либо дрели.
Целесообразность ремонта своими руками
К самостоятельному хонингованию цилиндров стоит прибегать только в том случае, если нет возможности воспользоваться станочной обработкой. При хонинговке своими руками невозможно создать упорядоченную шероховатость.
Не только амплитуда и характер движений будут зависеть от положения дрели, но и усилие нажима камней на стенки цилиндра, гильзы. Разумеется, что ни о каком доведении формы до геометрических идеалов и речи идти не может.
Если вы все-таки решили произвести хонингование цилиндров своими руками, использовать лучше 3-лапые приспособления.
Хон или зеркало?
Зеркальную поверхность цилиндра от хона отличает лишь класс чистоты обработки поверхности. Поверья о том, что хон разрушает поршневые кольца, а поэтому для долгой работы двигателя стенки нужно шлифовать в «зеркало», возникли лишь от несоблюдения технологии правильного хонингования.
Чтобы раз и навсегда положить конец спорам о хоне и зеркале, узнать, что такое хонингования и как оно правильно осуществляется, рекомендуем ознакомиться с видео.
Отличия выполнения хонингования на разных двигателях
Двигатели внутреннего сгорания имеют разное устройство. Используемые конструктивные схемы влияют на технологический процесс.
Негильзованные двигатели
Выполненный в виде единой детали негильзованный блок подвергают обработке сразу после расточки, закрепив на рабочем столе и убедившись, что ось обрабатываемого цилиндра расположена вертикально и совпадает с осью шпинделя хонинговального станка. Это позволит исключить её неперпендикулярность к коленчатому валу. Шпиндель включённого станка вращается, одновременно выполняя возвратно-поступательные движения. Для получения нужного результата может потребоваться выполнить от одного до нескольких проходов. Контроль размеров осуществляют с помощью нутромера. Одновременно следует производить замеры шероховатости поверхности. Для этого существуют различные способы:
- Контактный (щуповой), для которого разработаны специальные приборы – профилометры и профилографы. Последние не только замеряют, но и регистрируют параметры.
- Бесконтактные (оптические), среди которых различают теневой, светового свечения, растровый и микроинтерференционный.
Тщательно выполненная обработка повышает мощность ДВС, качество его работы и эксплуатационный ресурс.
Гильзованные двигатели
Отдельную проблему представляет хонингование двигателей с сухими или мокрыми гильзами. Производители запасных частей поставляют, как принято считать, уже готовые к работе комплекты гильз, уже прошедшие все этапы обработки. Однако, под воздействием различных факторов, устанавливаемые на рабочие места детали деформируются и перестают соответствовать заданным размерам. Вследствие этого:
- Ухудшается компрессия. Мотор не развивает необходимую мощность и расходует много топлива.
- Снижается ресурс силового агрегата.
Существует способ избежать этих неприятностей. Для этого изготавливают специальную толстую пластину, имитирующую ГБЦ. Она должна прижимать гильзы, одновременно имея сквозные отверстия, обеспечивающие беспрепятственный доступ инструмента внутрь цилиндров. Пластину закрепляют на блоке после установки гильз, заворачивая резьбовые соединения в последовательности и с моментом затяжки, рекомендованном для установки ГБЦ. Только после этого выполняют хонингование в той же последовательности, что и для негильзованных моторов. Это позволяет свести к минимуму искажение размеров, возникающее в процессе установки гильз.
При полном соблюдении технологического цикла процедура выполняется в четыре этапа:
- Грубая обработка, в процессе которой снимается значительный слой материала. Ею можно заменить расточку. Она ведётся при избытке СОЖ. Лучше всего для этой цели подходят хоны с алмазными брусками на медной основе.
- Хонингование инструментом с размером зерна абразивного материала 1/150 мм. При этом происходит формирование микропрофиля поверхности.
- Окончательная обработка материалом с зерном 1/300 – 1/500 мм.
- Крацевание. Это заключительная операция, в ходе которой размер цилиндра не изменяется, а происходит очищение поверхности от остатков абразива. Для крацевания используют нейлоновые щётки, в состав волокна которых добавлены кристаллы кремния.
Соблюдение перечисленных правил позволяет достичь оптимального результата.
Основные плюсы хонингования.
Если сравнивать с другими способами обработки поверхностей блока цилиндров, например, с полировкой и притиркой, наиболее эффективным и точным методом является обточка (хонингование). Благодаря ему обеспечивается наименьший износ деталей, максимальное давление в цилиндрах увеличивается, что ведет к увеличению эффективности работы двигателя, продлению срока его службы.
Благодаря обточке на поверхности цилиндров образуется малозаметная сеточка. Благодаря ей масло на стенках сохраняется в течение длительного времени. Соприкасающиеся детали двигателя постоянно смазываются, улучшается функционирование двигателя в целом.
Для хонингования цилиндров профессионалы советуют использовать алмазные бруски, хотя изначальная их цена выше, чем стоимость керамических абразивов. Большинство компаний используют именно этот способ финишной обработки цилиндров. Меньший износ алмазных абразивов компенсирует их стоимость. Благодаря использованию алмазных головок отверстию можно придать идеальную геометрию. В процессе восстановления цилиндров путем хонингования можно получить прямые стенки и круглую форму, правильное количество и качество штриховки. А это является главным залогом долговечности работы мотора и автомобиля в целом.
Как обрабатывают отверстия не круглой формы
Происходит это за счет того, что в хонинговальных станках бруски находятся в специальном корпусе, конструкция которого состоит из следующих элементов:
- пневматической камеры;
- двух муфт: подвижной и неподвижной;
- колодок.
В корпусе изготовлены канавки, по которым подается воздух. В процессе работы давление воздушного потока из пневмокамеры прижимает инструмент к обрабатываемой поверхности изделия. Колодки обладают способностью поворачиваться на необходимый угол. Благодаря этому происходит хонингование любой поверхности вне зависимости от ее конфигурации. Изменением силы воздушного потока контролируется величина прижима хонинговального инструмента к изделию.
Другой способ – это использование гибких щеток, которые крепятся к эластичным нитям. В итоге возможна обработка поверхности любого контура.

6 Подбираем правильные бруски для работы
Размер и качество рабочего инструмента зависят от параметров обрабатываемого отверстия. Суммарная ширина комплекта брусков для оправки зависит от длины окружности и колеблется в пределах от 0,15–0,35 этой величины. Если используются широкие элементы, то в них специально прорезают продольные пазы. С их помощью обеспечивается хороший подвод смазочной жидкости и лучше вымываются все отходы.
 Подбор качественного инструмента
Подбор качественного инструмента
Если обрабатывается чугунная поверхность, то необходимо приобретать брусок для оправки с 50 или 75% концентрацией. Для стали эта характеристика возрастает и достигает 100%. А работая со стальными закаленными элементами, иногда приходится использовать и бруски с алмазной концентрацией 150%. Различается и материал брусков в зависимости от обрабатываемого металла. Для цветных металлов и чугуна отлично подойдет карбид кремния, а вот сталь поддается обработке электрокорундом.
В некоторых случаях совмещают несколько типов, например, для чистовой обработки берут изделие из белого электрокорунда, а для черновой из зеленого карбида. Мягкие металлы, вроде меди и алюминия, обрабатываются и более эластичными инструментами, так как применение твердых брусков может вызвать налипание металла основы, что приведет к царапинам, рискам и иным нежелательным дефектам.
Теория хонингования блока цилиндров
В процессе хонингования металл с внутренней поверхности цилиндра блока удаляется способом, очень сходным по природе с процессом шлифования. Суть обработки состоит в том, что снятие металла происходит специальным инструментом для хонингования, называемым хоном. Рабочая поверхность хона касается внутренней поверхности цилиндра по окружности определенной ширины, как правило, очень небольшой. При этом сам хон в ходе обработки, с помощью приспособления для хонингования, перемещается вверх-вниз, строго по оси цилиндра в двигателе.
Конструкция хона представляет собой набор абразивных брусков, расположенных по периметру инструмента и закрепленных в регулируемой металлической оправке. С помощью оправки мастер может регулировать наружный диаметр, образованный рабочей поверхностью брусков. В верхней части хона находится муфта, с помощью которой хон закрепляется на стальном штоке.
После помещения хона в цилиндр блока двигателя тщательно выравнивается соосность штока и оси цилиндра, иногда для этого приходится перемещать и подстраивать положение блока цилиндров. Затем оправкой хона регулируется вылет шлифовальных брусков и усилие, с которым они прижимаются к обрабатываемой поверхности. Все перечисленные подготовительные операции установки блока двигателя в большой степени влияют на точность обработки, поэтому всегда выполняются с максимальной тщательностью.
Процесс хонингования зеркала цилиндра проводится с применением специальной рабочей жидкости. В более простых операциях применяется очищенный керосин, а для хонингования особо ответственных изделий – специальные смазочно-охлаждающие жидкости на основе водно-масляных эмульсий. Чаще всего используется 7% раствор концентрата НСК-5 в воде.
В качестве шлифовальных брусков применяются специальные спеченные композиты на основе микронных порошков кубического нитрида бора или алмазосодержащие матрицы с металлическим связующим.
Хитрость хонингования заключается в следующем:
- главное условие успешного хонингования цилиндров – это обеспечение равномерного давления шлифующего инструмента на обрабатываемую поверхность – зеркало цилиндра блока. Благодаря этому геометрия отверстия получается практически идеальной формы;
- кроме колебательных движений вдоль оси цилиндра блока, при хонинговании шток придает хону небольшие круговые колебания вокруг своей оси. Тем самым исключается возможная неравномерность шлифования из-за различий в качестве шлифовальных брусков.
Качество поверхности зеркала цилиндров блока двигателя после хонингования практически приближается к качеству металла после суперфиниширования – обработки с помощью мельчайших микронных абразивных порошков до состояния зеркальной поверхности. Но, в отличие от последней, обработка хонингованием имеет производительность, превышающую суперфиниширование более чем в 2,5раза.
Как выполняется хонингование цилиндров
 Главным инструментом в процессе хонингования цилиндров двигателя являются хонинговальные головки (хоны). Выполняться хонинговальные головки могут из керамики или алмаза. В профессиональных мастерских хоны используются алмазные, поскольку при регулярном использовании они оказываются экономически более выгодными для мастеров, нежели керамические хонинговальные головки.
Главным инструментом в процессе хонингования цилиндров двигателя являются хонинговальные головки (хоны). Выполняться хонинговальные головки могут из керамики или алмаза. В профессиональных мастерских хоны используются алмазные, поскольку при регулярном использовании они оказываются экономически более выгодными для мастеров, нежели керамические хонинговальные головки.
Хоны приводятся в работу за счет использования специального механического стенда. Также в процессе выполнения хонингования цилиндров двигателя задействуется керосин или специальная смесь, состоящая из масла и керосина. Гораздо реже применяется при хонинговании средство на основе воды со специальными добавками, которые не позволяют развиться коррозии в цилиндрах.
Сам процесс хонингования цилиндров проводится в 2 этапа:
- Сначала мастера надевают на станок черновые хонинговальные головки, которые имеют крупный абразив. Они необходимы, чтобы после расточки двигателя (при капитальном ремонте) удалить неровности, которые могли остаться по окончанию работы.
- На втором этапе используются хонинговальные головки с мелкозернистым абразивом. Данный процесс протекает дольше.
После того как хонингование выполнено, необходимо отдать цилиндры на промывку керосином или другим средством, препятствующим коррозии. Некоторые мастера рекомендуют завершать процесс хонингования чисткой с использованием абразивной пасты. Они утверждают, что за счет этого удается сгладить последние неровности, удалить заусенцы, углы и впадины, которые могли образоваться в процессе хонингования.