Гильзы цилиндров
Содержание:
Как гильзуют блок цилиндров

Гильзование цилиндров является видом ремонта, который подходит для любого мотора. Как уже было сказано выше, блок цилиндров может быть гильзованным изначально, то есть с завода. Обычно такая конструкция предполагает «мокрую» гильзу и замену изношенных втулок на новые. Такой ремонт не является сложным по сравнению с другими видами гильзования, замену можно осуществить вручную, подобрав готовые ремонтные гильзы. Также не обязательно сразу менять втулки во всех цилиндрах, так как вполне можно заменить только один изношенный элемент. Достаточно проанализировать состояние всех гильз в блоке, промерив их нутромером.
В других случаях, когда речь идет о «сухой» гильзе для негильзованного блока, задача усложняется. В чугунные блоки устанавливаются втулки из легированного чугуна, для БЦ из алюминиевых сплавов используют гильзы на основе алюминия. В состав сплавов могут также входить различные дополнительные компоненты или же наноситься на стенки отдельно для того, чтобы создать определенное устойчивое покрытие на стенках цилиндров.
Для запрессовки втулки сначала осуществляется расточка цилиндров, во время которой специалист добивается создания правильной геометрии посадочных гнезд под гильзы. Даже малейшие отклонения от нормы недопустимы, так как, например, эллипс в гнезде после установки проявится и на поверхности самой гильзы. Другими словами, возникнет эллипсность уже загильзованного цилиндра, что не позволит поршню и кольцам нормально работать.
Сам процесс так называемого горячего гильзования блока цилиндров, который предполагает установку «сухой» гильзы, осуществляется следующим образом:
- блок цилиндров нагревается до температуры около 150 градусов по Цельсию;
- гильза перед установкой охлаждается в жидком азоте;
- затем гильзу обрабатывают специальным средством, которое не позволяет образовываться конденсату во время установки холодной втулки в горячий блок;
- далее втулку вставляют в посадочное гнездо;
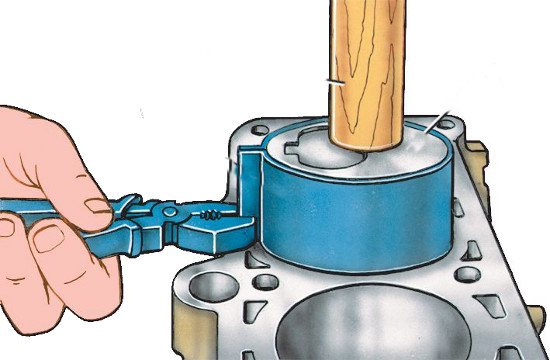
Такой способ гильзовки блока считается оптимальным по качеству, так как удается достичь плотной посадки и необходимого натяга в том месте, где гильза соприкасается с блоком. Втулка устанавливается легко, то есть заходит в гнездо под собственным весом или монтаж осуществляется легким постукиванием молотка.
Добавим, что в определенных ситуациях, например, когда алюминиевый блок не растачивается перед установкой втулок, гильзы монтируют при помощи запрессовки. Главным отличием при таком монтаже является то, что в посадочное гнездо предварительно наносится герметик, после чего втулка запрессовывается в блок. Так выглядит процедура гильзования цилиндров в общих чертах. Если все операции были выполнены правильно и достигнуты необходимые параметры, качественно загильзованный блок цилиндров позволит эксплуатировать двигатель минимум 100-150 тыс. км. при условии правильного обслуживания и эксплуатации ДВС.
https://youtube.com/watch?v=elDOkGrSIJk
Эволюция гильзовки на этапе производства двигателя

Основной причиной, по которой инженеры-конструкторы пришли к решению гильзовать двигатель, была настоятельная потребность снизить его вес. Это стало возможным в тот момент, когда для производства блока цилиндров стали применять не чугун, а алюминий.
Чугун для производства двигателя хорош своей недорогой себестоимостью и высокой прочностью, но его «минусы» слишком существенны:
- он втрое тяжелей, чем алюминий;
- чугун подвержен коррозийным процессам;
- низкая теплопроводность чугуна требует большего количества охлаждающей жидкости для поддержания нормальных условий эксплуатации.
Впервые алюминиевые гильзованные двигатели появились в тридцатых годах прошлого века. Устанавливались такие двигатели в основном на спортивные модели машин. В них в алюминиевый цилиндровый блок вставлялись чугунные гильзы «мокрого» типа.
В начале семидесятых годов на смену «мокрым» гильзам пришли «сухие». Это произошло благодаря появлению новых технологий запрессовки гильз из чугуна в мягкий алюминий. Но идеального результата всё равно не получилось – различные коэффициенты расширения металлов вследствие нагрева узла до рабочих температур приводили к появлению зазора между цилиндром и гильзой. С другой стороны, вес блока был существенно снижен, и это на фоне повышения жёсткости цилиндра.
Далее технология производства снова изменилась — от запрессовки гильз отказались, заменив её обратной операции: отливки блока вокруг самих гильз. Это открыло эпоху «одноразовых» моторов: согласно технической документации, извлечь вмонтированные таким образом гильзы для замены не представляется возможным, то есть, цилиндровый блок таких моделей официально считается непригодным для проведения ремонтных работ.
Капитальный ремонт мотора
В ходе работы двигателя стенки цилиндров получают большую нагрузку от постоянно трущихся поршней. Даже такая прочная сталь, которая идёт на изготовление цилиндров, неизбежно истирается от такого обращения.
Характер нагрузки на стенки таков, что со временем цилиндры из круглых становятся овальными. Как следствие – поршневые кольца прилегают уже неплотно, формирующиеся отработавшие газы и частично горючая смесь поступают в картер. Следствие – высокое потребление масла, общее понижение мощности мотора.
Ещё один признак этой проблемы двигателя – выхлопной дым сизого цвета, указывающий на наличие в выхлопе тех веществ, которых там не должно быть.
«Лечится» овализация цилиндров их расточкой, в ходе которой цилиндры возвращают к их изначальной геометрии, стачивая изнутри «лишнее» с помощью специализированных станков. В расточенный цилиндр устанавливается поршень увеличенного диаметра, и технология работы таким образом восстанавливается.
Иногда расточка применяется не для ремонта, а для того, чтобы повысить мощность мотора. В этом случае действия производятся аналогичные, с той разницей, что изначально обрабатываемые цилиндры имеют нужное круглое сечение, задача – просто увеличить их внутренний радиус. Большие по диаметру цилиндры могут засасывать больше воздушно-топливного состава, соответственно, это даст большее давление на поршень и большую мощность.
Замена «сухих» гильз
В случае блока с «сухими» гильзами замена может быть проведена двумя способами:
- холодным способом;
- с применением термической обработки.
Метод горячей гильзовки считается наиболее качественным. В ходе такой замены втулку обрабатывают антиконденсатным составом, блок нагревают, после чего в гнездо цилиндра помещают гильзу, предварительно охлаждённую в жидком азоте.
Работы по замене гильзы отличаются высокой сложностью ещё и по причине требуемой высокой точности: для качественной диагностики поверхность гильзы замеряется с десятой степенью точности. От того, как точно будут произведены измерения, зависит правильный подбор гильзы на замену.
Видео о гильзовке:
Когда и для чего появилась гильзовка
Многим справедливо интересно, зачем вообще потребовалась гильзовка двигателя и когда впервые начали проводить подобные процедуры.
Изначально гильзование использовалось с целью снижения общей массы силового агрегата. Во многом огромным шагом на пути к снижению массы ДВС стало внедрение алюминия, который постепенно начал вытеснять чугун.
Хотя чугун прочный и дешёвый, он всё равно в 3 раза тяжелее, нежели алюминий. Плюс он страдает такой болезнью как коррозия, имеет меньшие показатели теплопроводности. Чтобы охлаждать такие блоки, требовалось значительно больше жидкости охлаждения.
Впервые внедрить алюминиевые блоки пытались ещё в 1930-годах, устанавливая их на спортивные машины. У облегчённых моторов появились блоки из алюминия, в которые вставляли мокрый тип гильз, изготовленных из чугуна.
Спустя примерно 20 лет алюминий начали внедрять уже в серийное автопроизводство. Чугун на тот момент полностью не ушёл с рынка, поскольку в то время было сложно проводить гильзование. Проблемой оставалась сниженная жёсткость блока, высокие нагрузки на используемые гильзы, быстрый процесс прогара прокладок блока даже когда перегрев был незначительным.
Уже в начале 70-х инженеры перешли на активное применение уже сухих чугунных гильз внутрь алюминиевого блока. Технически было сложно запрессовать нагретую гильзу из чугуна в более мягкий по своей структуре алюминий. Плюс оба металла обладают разными коэффициентами по тепловому расширению. Это приводило к образованию зазоров между гильзами и стенками блока, когда мотор выходил на свои рабочие температурные показатели. По жёсткости алюминий не превосходил чугун, но вот общую массу блока удалось заметно снизить.
Чуть позже по мере развития технологий инженеры перешли к процедуре, при которой гильзы не запрессовывали, а отливали вокруг блока. Внешне гильза из чугуна напоминала небольшую вставку, которую вплавляли в алюминий.
В итоге подняли прочность, но дальнейшая выпрессовка стала уже невозможной. То есть гильзованные по такой технологии моторы становились неремонтопригодными. Так фактически начался период одноразовых ДВС. Постепенно производители полностью отказались от гильз из чугуна, перестав их применять в алюминиевых блоках.
Актуально также узнать про ресурс двигателя, прошедшего процедуры гильзовки. То есть автолюбители интересуются касательно того, какой срок службы может быть у мотора после профессиональной гильзовки.
В действительности продолжительность службы во многом зависит от ряда факторов и правильности проведения всей процедуры, начиная с подготовки и выбора гильз, заканчивая обратной сборкой. Но можно сказать, сколько в среднем ходит гильзованный двигатель. После такого капитального ремонта эксплуатационный срок движка может составлять 100-150 тысяч километров. Это солидный период, учитывая разницу в финансовых затратах на капремонт и покупку нового, пусть даже и подержанного, двигателя.
Чтобы ДВС смог прослужить такой период, после завершения всех работ и начала эксплуатации не стоит забывать об элементарных правилах обслуживания.
Процедура гильзовки
Как утверждают специалисты, гильзовка автомобильного блока цилиндров двигателя возможна для любого ДВС. То есть такому ремонту подвергаются различные моторы.
Мастера обычно знают, какие двигатели изначально гильзованные на этапе автопроизводства, то есть гильзуются с завода, а какие позиционируются как неремонтопригодные. Поскольку мы разобрались, что ремонту подлежат все виды ДВС, наличие или отсутствие гильз с завода не играет решающей роли.
Если блок гильзовали на заводе, то чаще всего речь идёт о мокрых гильзах. Ремонт заключается в том, чтобы заменить изношенную втулку на новую. Это наиболее простой вариант гильзовки среди всех существующих. В некоторых случаях работы проводятся вручную. Для этого достаточно подобрать необходимые и подходящие ремонтные гильзы.
Также ошибочно считать, что при гильзовке замене подлежат абсолютно все втулки. Это напрямую зависит от того, какие из них износились. Заменить можно лишь те, которые уже израсходовали свой ресурс. Остальные остаются на своих местах и эксплуатируются до тех пор, пока и на них не образуются задиры и повреждения.
Если же перед вами негильзованный блок, то есть мотор с завода не предусматривает применение гильз в своей конструкции, и для него следует подобрать сухие гильзы, такая задача становится заметно сложнее.
- В блоки из чугуна монтируют втулки, изготовленные на основе легированного чугуна;
- Если блок выполнен из алюминиевого сплава, тогда следует использовать алюминиевые втулки.
Нельзя забывать, что сплавы для БЦ могут иметь различные добавки и дополнительные компоненты. Также на сами стенки наносятся специальные укрепляющие материалы, что обеспечивает улучшенную устойчивость к повреждениям и задирам. Потому будет лучше, если за подбор гильз возьмётся квалифицированный специалист.
Гильзование можно разделить на процесс запрессовки и горячее гильзование.
Запрессовка применяется в ситуациях, когда требуется старые гильзы заменить на новые втулки. Тут необходимо предварительно расточить цилиндры, чтобы создать идеально ровную и правильную геометрию для посадки новых гильз. Не допускается даже малейшее отклонение при расточке. Иначе поршни и их кольца не смогут нормально функционировать. После расточки запрессовывают втулки, устанавливают соответствующие поршни и двигатель собирается.
В случае с горячим гильзованием, когда монтируется сухая втулка, процесс выглядит так:
- БЦ разогревают примерно до 150 градусов Цельсия;
- перед установкой выбранную гильзу охлаждают, используя жидкий азот;
- на втулку наносится раствор, не дающий образовываться конденсату в процессе установки холодной гильзы внутрь горячего блока;
- гильза вставляется на своё подготовленное место.
Такой метод восстановления БЦ является оптимальным в плане качества, поскольку технология даёт возможность создать плотную посадку и обеспечить натяг на участках, где происходит соприкосновение втулки и блока. Сама втулка легко заходит на своё место, буквально под собственным весом. Чтобы полностью установить её в гнездо, мастеру достаточно немного постучать молотком. Никаких сверхусилий для запрессовки применять не нужно в случае с горячим гильзованием. В отличие от первого рассмотренного метода замены старой втулки на новую.
Но есть некоторые исключения, когда БЦ из алюминия предварительно не растачивают. Тогда монтаж втулки осуществляют путём запрессовки. Отличается процедура тем, что перед установкой гнездо под гильзу смазывают герметиком. А затем уже впрессовывают новый элемент.
На практике всё выглядит намного сложнее. Вот почему гильзование следует доверять исключительно высококвалифицированным специалистам с большим опытом, знаниями и соответствующими навыками. Не рекомендуется пытаться гильзовать БЦ своими руками. Без специальных инструментов и оборудования сделать это качественно практически невозможно.
Если следовать правилам, соблюдать все рекомендации и строго учитывать все технологические особенности гильзовки, минимально срок службы ДВС удастся продлить на 100 тысяч километров. Но в некоторых случаях машины с лёгкостью преодолевают отметки в 150-200 тысяч километров, правильно при этом обслуживая и эксплуатируя мотор.
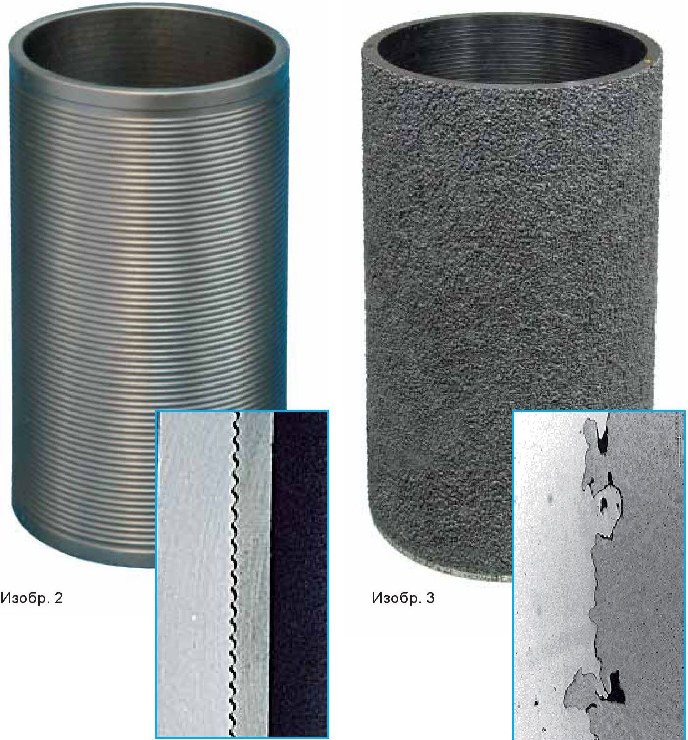
Неравномерный износ цилиндра
Описание повреждения
Отверстия цилиндра имеют признаки неравномерного износа в виде отдельных блестящих полированных мест (рис. 2} Поршень не имеет признаков износа или мест истирания. Двигатель теряет масло в точках стыка, особенно, однако, на радиальных уплотнительных кольцах для вала. На рис. 1 четко видна коррозия на наружном периметре гильзы, которая после установки в цилиндр вызвала некруглость цилиндра
 |
|
рис. 2 |
Оценка повреждения
Неравномерный зеркальный внешний вид поверхности скольжения на рабочих поверхностях цилиндра всегда является признаком перекоса цилиндра. Слишком мокрые или сухие гильзы цилиндров могут иметь перекос уже непосредственно после сборки. Поршневые кольца не могут безупречно герметизировать перекос цилиндра ни относительно масла, ни относительно газов сжигания. Масло проходит мимо поршневых колец, попадает в камеру сгорания и сжигается. В результате газов сжигания, протекающих в большом объеме мимо поршня, также повышается давление в блок-картере. Это избыточное давление приводит к потере масла в различных местах стыка двигателя, особенно на радиальных уплотнительных кольцах для вала. Кроме того, масло продавливается во впускной и выпускной коллекторы через направляющую клапана, всасывается двигателем и сжигается или выбрасывается.
Возможные причины повреждения
• неравномерная или неправильная затяжка болтов головки блока цилиндров
• неплоские торцевые поверхности блока цилиндров и головки блока цилиндров.
• нечистая или перекошенная резьба болтов головки блока цилиндров
• неподходящие или неправильные уплотнения головки блока цилиндров.
• дефектная опора буртика в картере, неправильный выступ буртика и перекос и/или износ нижней направляющей буртика могут быть причиной существенного перекоса цилиндра.
• слишком слабая или слишком прочная посадка буртика в картере (в сухих гильзах цилиндра).
• В базовых отверстиях картера в сухих втулках в эксплуатации часто появляются существенные неровности из-за контактной коррозии (коррозия в посадке, рис. 1). В таком случае базовое отверстие цилиндра должно быть тщательно очищено. Если эта очистка сама не обещает успеха, необходимо доработать базовые отверстия цилиндра и затем установить гильзы цилиндра с избыточным наружным размером. Эти очень тонкостенные гильзы должны прилегать к отверстию по всей длине и всему периметру. Если этого нет то, гильзы деформируются уже при вводе в базовое отверстие и тем более в работе двигателя. В сухих гильзах цилиндра различают исполнения «Pressfit» и «Slipfit». Гильзы «Pressfit» впрессовываются в блок цилиндров двигателя, после этого необходимо провести еще расточку и хонингование. Гильзы «Slipfit» полностью обработаны, они вводятся только в базовое отверстие. Из-за зазора, который остается в гильзах «Slipfit» между гильзой и базовым отверстием цилиндра, это исполнение в отличие от исполнения «Pressfit» скорее вызывает проблемы, связанные с перекосом и коррозией.
двигатели склонны к перекосу при монтаже головки блока цилиндров. Если расточка и хонингование в этих двигателях осуществляются обычным способом, то при последующей эксплуатации могут возникнуть проблемы в связи с перекосами.
Рекомендация:
в блоках цилиндров без гильз с цилиндрами,просверленными непосредственно в блок цилиндров, рекомендуется перед обработкой цилиндров навинтить на торцевую поверхность блока цилиндров нажимную пластину. Эта нажимная пластина имеет те же отверстия, что и блок цилиндров за исключением водяных каналов, ее толщина составляет несколько сантиметров. Благодаря навинчиванию и заданной затяжке с моментом затяжки болтов головки блока цилиндров создаются условия напряжений при обработке цилиндра, как будто установлена головка блока цилиндров. Перекосы в отверстиях цилиндров, которые могут возникнуть при затяжке болтов головки, создаются таким образом в определенном виде и учитываются при обработке. Это обеспечивает (при условии правильной обработки) максимальную круглость и цилиндричность отверстия цилиндра при последующей эксплуатации двигателя
Мат.часть мокрые и сухие гильзы — DRIVE2
«Мокрые» гильзы. Конструкцией двигателя с водяным охлаждением предусмотрена полость в картере двигателя, так называемая «рубашка охлаждения». Гильза, соприкасающаяся свой поверхностью с охлаждающей жидкостью находящейся в «рубашке охлаждения» называется «Мокрой». «Мокрые» гильзы цилиндров обеспечивают лучший отвод тепла, но картер двигателя с такими гильзами обладает меньшей жесткостью. Большое распространение эти гильзы получили на грузовых и тракторных двигателях в силу своей высокой ремонтопригодности.Как правило, выпускаемые гильзы не требуют перед установкой, какой либо доработки. Изношенные «мокрые» гильзы в большинстве случаев не ремонтируют, а заменяют новыми без снятия двигателя с шасси. Для предотвращения прорыва газов в охлаждающую жидкость и просачивания этой жидкости в цилиндр и картер двигателя «мокрые» гильзы комплектуются уплотнительными прокладками. Внутренняя поверхность гильз тщательно обрабатывается (хонингуется)для того что бы обеспечить наличие требуемой масляной пленки для смазки поршневых колец.
Гильзы, не имеющие соприкосновения с охлаждающей жидкостью, называются «сухими» гильзами. Конструкцией некоторых двигателей предусмотрена заливка при изготовлении в блок картер гильз изготовленных из износостойкого материала, создавая тем самым оптимальные условия для работы цилиндро поршневой группы. Например, некоторые модели двигатели HONDA, Lend Rover, Volkswagen, AUDI, VOLVO и многих других производителей имеют алюминиевый блок цилиндров (для уменьшения веса силового агрегата) и залитые в него «сухие» гильзы (для увеличения ресурса и повышения ремонтопригодности).Но самое широкое распространение «сухие» гильзы получили в сфере капитального ремонта двигателя. Не «загильзованный» блок цилиндров современного двигателя имеет несколько, предусмотренных технологией, расточек с последующей установкой в него ремонтных поршней. Установка «сухих» гильз позволяет не менять блок двигателя даже после износа цилиндра расточенного в последний ремонтный размер .Производители гильз выпускают так называемые, заготовки гильз, то есть гильзы имеющие запас по длине и внешнему диаметру, которые после токарной обработки запрессовываются с натягом в блок цилиндров. Такие гильзы как правило не имеют обработки внутренней поверхности. Они растачиваются и хонингуются только после установки гильзы в блок цилиндров. Поверхность блока цилиндров под установку тоже повергается тщательной обработке: расточке и в некоторых случаях хонингованию. Гильза с упором устанавливается в блок под давлением, с натягом (в среднем 0,03-0,04 мм), для гильз, не имеющих упора натяг больше. Наружная поверхность «сухих» ремонтных гильз, как правило, подвергается шлифовке, для увеличения плотности прилегания к блоку цилиндров.Гильзы могут фиксироваться при установке верхним буртом, нижним буртом или вообще могут устанавливаться без упора.
Некоторые японские производители, например ISUZU, изготавливают двигатели с тонкостенными стальными гильзами, имеющими покрытие из пористого хрома железом. Такие гильзы не подвергаются механической обработке и устанавливаются в блок цилиндров без натяга, с небольшим усилием и удерживаются в блоке за счет прижатия широкого бурта гильзы головкой блока. Блок картер с сухими гильзами имеет повышенную жесткость по сравнению с блоком, с установленными «мокрыми» гильзами.
www.drive2.ru
Технология ремонта
Ремонтируют алюминиевые блоки почти также, как и чугунные- либо растачивают цилиндр под поршни ремонтного размера, либо устанавливают гильзу и поршни стандартного размера.
Ремонтные размеры поршней как правило составляют +0,5 и +1,0, ремонтные поршни обязательно имеют покрытие слоем железа, иначе они прихватились бы к цилиндру сразу после начала работы. Сначала блок растачивают не расточном станке, а потом поверхность доводят хонингованием в 2-3 этапа, достигая зазора между поршнем и цилиндром в 0,01-0,02 мм.
После хонингования поверхность надо отполировать, обнажив кристаллы кремния из алюминиевой оболочки. Для этого используют фетровые башмаки с кремниевой пастой, установленные в хонинговальную головку. При этом с поверхности снимается слой алюминия примерно в 1 микрон, а кремниевая кристаллическая решётка обнажается на поверхности цилиндра.
Гильзовка алюминиевого блока цилиндров
Если повреждения блока более серьёзны, либо не нашлось ремонтных поршней и приходится использовать старые, то блок гильзуют алюминиевыми или чугунными гильзами.

Идеально подходят алюминиевые гильзы- материал имеет такое же линейное расширение, как и сам блок, поэтому с помощью них можно восстановить двигатель до заводских параметров. Недостаток- алюминиевые гильзы очень дорогие, из стоимость в несколько раз выше чугунной гильзы. Но для хорошего мотора цена может не играть такой большой роли.
Алюминиевая гильза
Алюминиевая гильза вставляется в блок с небольшим натягом- 0,04-0,06 мм, но запрессовать нахолодную- такая запрессовка приведёт только к задирам и не обеспечит правильного натяга. Чтобы установить гильзу необходимо обеспечит разность температур сопрягаемых деталей- нагреть блок до 180 градусов Цельсия, а гильзу желательно охладить сухим льдом или жидким азотом. Благодаря разнице температур у сопрягаемых поверхностей образуется некоторый зазор, благодаря тому, что при нагревании деталь расширяется, а при охлаждении наоборот сжимается. Теперь надо вставить гильзу- сразу до упора, если она вдруг прихватится где-то в промежуточном положении, то допрессовывать нельзя- алюминий сцепляется на кристаллическом уровне, и при последующем допрессовывании получатся задиры, что не обеспечит необходимый натяг.
Также застрявшую гильзу нельзя выпрессовывать- только заново растачивать блок под ремонтные размеры новой гильзы.
Если всё прошло успешно, то после выравнивания разности температур (блок охлаждается, гильза нагревается и принимают одну температуру) обеспечивается необходимый натяг.
Загильзованный W12 от VW
 Осталось только плоскость поравнять.
Осталось только плоскость поравнять.
Чугунная гильза
Более дешёвым вариантом ремонта является использование чугунных гильз. По такой технологии идеально также ремонтировать блоки с покрытием типа Никасил, которое хоть и очень твёрдое, но также повреждается, да и цилиндр может искривиться. Чугунная гильза может быть дешевле алюминиевой в несколько раз, а изготовить её могут практически на любом ремонтном предприятии.
Запрессовывать гильзу в блок нельзя, так как гильза твёрдая, а блок мягкий, что приводит к нагартовыванию алюминия и уменьшению натяга. Блок надо греть, а гильзу охлаждать, чтобы добиться преемлемой разности температур. При нагреве блока до 150 градусов и охлаждении гильзы до 0 градусов, зазор составит примерно 0,18-0,20 мм, что вполне достаточно, чтобы гильза свободно вошла и стала на своё место, даже усилий прикладывать не придётся.
| Натяг | Зазор поршень-цилиндр | Температура нагрева блока при гильзовке | |
| Алюминиевая гильза | 0,04-0,06 мм | 0,01-0,02 мм | 180 ºC |
| Чугунная гильза | 0,08-0,10 мм | 0,04-0,08 мм | 180 ºC |
Для лучшей фиксации используют гильзы с буртом- они упираются буртом в поверхность блока и сверху прижимаются головкой блока, и в данном положении гильза не просядит. При этом поверхность гильзы должна быть идеально чистой- на применяются ни герметики, ни масло.

Основная проблема в ремонте данных двигателей, что мало специалистов, владеющих технологией с одной стороны и производитель автомобилей, который утверждает, что такие двигатели неремонтопригодны. Оно и понятно, производителю выгоднее продать новый двигатель по контракту, а среди автовладельцев- паника, что делать с одноразовой машиной. Но все слухи явно преувеличены.