Сварка в кузовном ремонте
Содержание:
- Полуавтоматическая сварка: принцип работы, видовое разнообразие
- Сварка кузова полуавтоматом
- Области наиболее подверженные гниению, которые нуждаются в сварке
- Шпаклевка и заклепка
- Сварка инвертором
- Подготовка и настройка
- Сварка авто своими руками – ремонт днища
- Лучшие профессиональные сварочные полуавтоматы
Полуавтоматическая сварка: принцип работы, видовое разнообразие
Сварочный аппарат состоит из следующих компонентов:
- горелка;
- шланг для подачи проволоки;
- механизм подачи проволоки;
- панель управления рабочими процессами;
- проволока в мотке;
- электропровод;
- система полуавтоматического управления;
- шланг для подачи газа;
- редуктор для снижения газового давления;
- нагреватель;
- баллон с газом высокого давления;
- выпрямитель.
На отечественном рынке присутствует большое разнообразие подобного оборудования. Дабы упорядочить его виды, обратимся к одной из наиболее распространенных классификаций. По мере автоматизации сварных процессов сварочные аппараты могут быть ручными, полуавтоматическими и автоматическими.
Первый тип подобного оборудования более подходит для бытового использования, а второй и третий – для применения на крупных предприятиях, так как сварочные автоматы, полуавтоматы отличаются более высокой производительностью за единицу времени, а также позволяют получить более качественные соединения металлов, нежели при работе ручным сварным агрегатом.
Но стоит заметить, что автоматические сварки стоят значительно дороже ручных агрегатов, поскольку характеризуются более высоким комфортом для пользователя, имеют широкие функциональные возможности, работают дольше.
Чтобы понять иные достоинства полуавтоматов, нужно уяснить, как работает полуавтоматическая сварка:
- внутри аппарата находится катушка с проволокой, выполняющей функцию плавящегося электрода и автоматический механизм подачи такой проволоки;
- подвижная проволока пропускается через газовое сопло под напряжением, что приводит к ее расплавлению;
- стабильная длина дуги обеспечивается автоматическим механизмом подачи сварки;
- оператор выбирает на свое усмотрение направление тока и скорость подачи проволоки для сварки, учитывая вид металла и скорость перемещения газовой горелки.
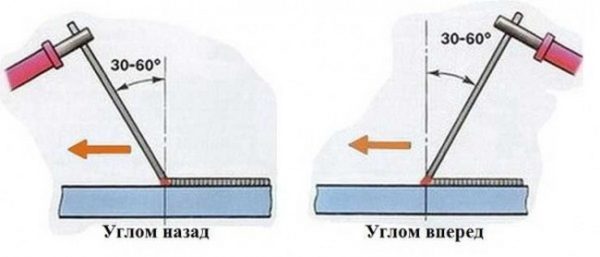
Зависимость угла наклона горелки от толщины заготовки.
Понимание принципа работы полуавтоматической сварки позволяет уяснить, чем отличается автомат от полуавтомата. В автомате абсолютно все процессы автоматизированы, то есть, выполняются системой управления. В полуавтоматических сварочных аппаратах, как было сказано выше, некоторые из операций остаются за сварщиком.
Полуавтоматическая сварка делится на разные виды, исходя из наличия определенных характеристик.
По способу защиты материала в процессе выполнения сварных работ различают полуавтоматы для сварки:
- под флюсом;
- в инертных и активных газах.
Также полуавтоматы могут быть:
-
Однофазными.
Функционируют от сети с напряжением в 220В, но если оно скачет, электрическая дуга не будет постоянной. Такое положение дел опасно появлению дефектов на сварных соединениях. -
Трехфазными.
Функционируют не от каждой розетки, однако гарантируют высокое качество работы при любых нагрузках.
Чтобы стать высококвалифицированным сварщиком, важно уяснить, что нужно для сварки полуавтоматомкаких правил придерживаться, какие расходные материалы использовать
Сварка кузова полуавтоматом
Какой аппарат выбрать для ремонта днища? Сварочный полуавтомат для кузовных работ оптимален для выполнения заплаток на пораженных ржавчиной областях корпуса. Сварка кузова полуавтоматом выполняется с помощью специальной проволоки и заслуженно получила звание наиболее универсального средства кузовного ремонта на сегодня. Данный способ позволяет соединять листы металла толщиной 0,8-6 мм
Что касается видов работ, выполняемых с помощью полуавтомата, важно отметить следующее:
- надежные соединения на лонжеронах;
- заплатки на месте корродирующего металла;
- восстановление сварочным аппаратом формы на месте обычных вмятин.
Помимо соединения деталей в ходе сваривания частей место контакта избавляется от кислорода, а корпус авто постепенно плавится, но поскольку сварка полуавтоматом кузова авто проходит под контролем оператора, то железо не сгорает.
Какой сварочный аппарат лучше выбрать для создания соединений на любых типах металла? Конечно же, это сварочный полуавтомат. Действительно, если для сварочного процесса применять не стандартный углекислый газ, а аргон, то возможно сваривать и цветные металлы вроде алюминия и нержавейки.
Области наиболее подверженные гниению, которые нуждаются в сварке
После истечения срока, который описан выше, кузов автомобиля чаще всего начинает гнить. Сначала это может никак не сказаться на характеристиках, однако со временем гниение может привести к тому, что автомобиль полностью сломается.
Если вы приобрели машину, возраст которой больше десяти-пятнадцати лет, вам нужно внимательно изучить ее кузов. Участки, пораженные гниению, необходимо ремонтировать как можно скорее. В идеале нужно менять кузов автомобиля капитально, однако не у всех на это есть средства.
Для ремонта прогнивших частей кузова используется не что иное, как сварка. С ее помощью можно без особых трудностей отремонтировать пораженную область. Итоговый результат нисколько не уступает в характеристиках заводскому состоянию кузова.
Чаще всего первыми начинают гнить такие детали автомобиля как двери, области под крыльями и бамперами. Эти места больше всего подвержены процессу загрязнения в процессе эксплуатации. Также двери во многом подвергаются гниению из-за человеческого фактора – водитель и пассажиры наступают на пороги грязной обувью и т.д. Помимо вышеперечисленных частей, гниению может подвергаться внутренняя область багажника, именно то место, в котором размещается запасное колесо. Дело в том, что большинство водителей кладут туда колесо, предварительно не очищая его.
Чаще всего полностью убрать обширные области гниения можно только с помощью капитального ремонта. В специализированных центрах для этого используется профессиональное оборудование. Этот процесс также затратный, в том случае если вы не располагаете необходимыми средствами, то вы вполне можете сварить нужное место самостоятельно. Однако перед тем как приступить к ремонту, нужно досконально понять, как выполнять сварочные работы, а также каким из многочисленных способов сварки всего варить кузов автомобиля.
Шпаклевка и заклепка
Иногда восстановление кузова машины посредством сварки экономически неоправданно, и водители или слесаря выбирают более простой и дешёвый вариант, исключающий её применение.
Практически все известные методы ремонта кузова без сварки относятся к любительской категории и могут быть реализованы в домашних условиях.
Общий порядок действий в таких случаях выглядит следующим образом:
- при обнаружении места повреждения на кузове необходимо вырезать или расширить его посредством болгарки с миллиметровым насадочным диском;
- вслед за этим восстанавливаемый участок очищается от краски, остатков ржавчины и грязи, после чего обрабатывается цинком и обезжиривается;
- после заделывания одним из описываемых далее методов на ремонтируемом месте восстанавливается требуемая форма поверхности (для этого можно воспользоваться специальной автомобильной шпаклёвкой);
- по завершении этих работ переходят к подготовке кузова к покраске.
Самый простой и дешёвый метод восстановления повреждений, используемый в качестве временной меры правки поверхностей – это их шпаклевка в сочетании со стекловолокном определённой структуры.
Для заделки небольших по размерам сквозных отверстий или рваных вмятин, расположенных в скрытых местах кузова, допускается использовать материал с крупными волокнами. В открытых и доступных контакту зонах кузова такое стекловолокно со временем начинает осыпаться.
Применение алюминиевой сетки при восстановлении кузова с помощью шпаклёвки и стекловолокна позволяет устранять более существенные повреждения на нём. После высыхания шпаклёвочного слоя эта сетка просто удаляется с отремонтированного места.
Выбор любого из методов ремонта кузова основывается на умении мастера и наличии необходимых инструментов.
Сварка инвертором
Когда свариваем инвертором тонкий металл, то можем сделать эту работу, используя обратную полярность. В таком случае «—» подключаем к предмету сварки, а «+» присоединяем к держателям электрода.

Сваривание электродом помогает избежать деформацию изделия и не допустить прогорание листа. Когда полярность обратная, то нагревание электрода происходит намного сильнее, чем металла с которым его соединяют, это и позволяет закончить работу более эффективно.
Чтобы получить качественный шов, обязательно используем тонкие электроды у которых диаметр не больше 2 мм. Необходимо брать материал, имеющий свойства высокого коэффициента расплавления. Это свойство позволит сваривать конструкции при малом токе, что хорошо влияет на качество шва при сварке.
Сваривать тонкие листы инвертором надо плавными движениями электрода. Это поможет избежать прожег листа, а для ровного шва в работе размещаем электрод на поверхности под углом 45-90 градусов. Соединять листы лучше когда они размещены под углом вперед и соединены угловой струбциной.
Уровень соединения листов зависит от качества электродов. При сваривании тонких металлов инвертором надо брать электроды качественные и, отдавать предпочтение, импортному производителю.
Подготовка и настройка

При работе инвертором предварительно настраивают полярность. Обычно тонкий металл варят на обратной полярности, при которой деталь греется меньше.
Затем подбирают электрод, подсоединяют кабели, подключают электропитание.
Прежде чем варить полуавтоматом проверяют давление на выходе редуктора баллона с углекислотой, при необходимости регулируют.
Не зависимо от устройства для сварки, рабочее место должно быть оборудовано вентиляцией. Позаботьтесь о достаточном освещении. Оно сделает работу удобной, повысит качество, снизит нагрузку на глаза.
Уделите внимание защите от возможных повреждений остальных элементов машины. Это касается шин, внутренней отделки салона, пластика, электропроводки и т.п
Места сварки необходимо зачистить от краски и ржавчины. При необходимости сильно разрушенные части удалить.
Для сварки глушителя ремонта других съемных частей их лучше демонтировать.
Сварка авто своими руками – ремонт днища
Одним из видов кузовного ремонта является также сварка днища автомобиля своими руками, обычно проводимая при необходимости восстановления целостности поврежденных элементов. Берясь за проведение сварочных работ днища кузова, следует учитывать, что кроме ровных и достаточно четких швов в месте, необходимо еще тщательное соблюдение температурного режима, который способствует сохранению определенной структуры шва и нейтрализует возможное вредное для металла днища воздействие сварочного аппарата, расположенного рядом с местом ремонта.
Выбирая металл для изготовления заплаты для днища, необходимо помнить, что чересчур тонкий лист будет ненадежным, а слишком толстый материал может относительно плохо поддаваться обработке. Как правило, для проведения ремонта днища автомобиля следует использовать металл толщиной от 1,5 до 2 мм. Резка металла электросваркой должна выполняться с соблюдением оптимальных режимов, для того чтобы избежать ухудшения технологических качеств материала.
Сварку днища лучше выполнять вдвоем. Дело в том, что слой металла должен располагаться равномерно, а одному работающему проконтролировать это почти невозможно, так как высока вероятность некачественной сварки. После сварки края латки надо обточить и обработать грунтом или эпоксидной смолой для обеспечения герметичности и надежной защиты места стыка.
В процессе эксплуатации существует вероятность деформирования днища. Вмятины на нем не портят внешнего вида автомобиля, однако именно там больше всего скапливается грязи и образуется коррозия. Самым простым способом избавления от вмятин является простукивание днища киянкой. Это следует делать равномерно, начиная от середины деформированного участка с постепенным плавным переходом на его краям.
Ремонт днища автомобиля, как и его техническое обслуживание, предполагают соблюдения техники безопасности, в силу того, что большинство материалов, использующихся при выполнении работ, в той или иной мере огнеопасны. Ремонт днища и стоимость электросварки своими силами конечно обойдутся намного дешевле, но если у вас возникают вопросы, как научиться правильно варить электросваркой, а также сомнения в своих способностях, то лучше будет обратиться к специалистам по кузовному ремонту.
Выбор оборудования для аргонно-дуговой сварки зависит от типа сваривания.
Сварка металлов может быть абсолютно безвредной для здоровья. Интересный материал в статье по https://elsvarkin.ru/texnologiya/vodorodno-kislorodnaya-svarka/ ссылке.
Лучшие профессиональные сварочные полуавтоматы
Если подобное оборудование будет использоваться регулярно и для выполнения сложных задач, стоит рассмотреть варианты среди профессиональной техники. Они значительно преобладают над предыдущими категориями по качеству, долговечности эксплуатации, функционалу и производительности. Но нужно учесть тот факт, что ценник будет свыше 40 000 рублей, так как профессиональные равно высокотехнологичные мощные аппараты, справляющиеся с любым металлом и длительностью нагрузки. Оценив заявленные характеристики, отзывы мастеров и пользователей, в рейтинг попало 3 лидера.
Сварог MIG 3500 (J93) (TIG, MIG/MAG, MMA)
При помощи такой модели можно выполнять сварку в режиме MIG/MAG, то есть среде защитного газа, ручным дуговым способом ММА, а также порошковой проволокой без газа FCAW. В дополнение к функционалу производитель позволил применять аппарат для TIG сварки. А чтобы делать это было максимально легко и удобно, в комплекте прилагается тележка с поворотными колесами. На нее устанавливается баллон с газом, после чего можно работать с металлами. В отличие от предыдущих номинантов рабочее напряжение составляет 380 В. При этом максимальный порог тока – 350 А, а мощности 15 000 Вт. Рабочий цикл в активном состоянии составляет 60%, а диаметр проволоки от 1.5 до 6 мм.
Достоинства
- Полная система безопасности прибора;
- Хорошая комплектация;
- 3 типа сварки;
- Высокая производительность;
- Транспортабельность;
- Работа с массивными вещами.
Недостатки
- Цена;
- Только для трехфазной электросети.
Такой Сварог станет незаменимым помощником тем, кто работает с металлами большой толщины, толстостенными деталями. Он обеспечит долгий прогрев, при этом система защиты убережет конструкцию от перегрева. Рабочий цикл позволит использовать в промышленных целях.
Brima MIG-350 (MIG/MAG)
Мощный и производительный прибор подойдет для работы со сплавами разных видов, жесткими неразъемными соединениями. В отличие от других конкурентных моделей здесь шире диапазон тока – от 50 до 350 А, а максимальная мощность достигает отметки 14 000 Вт. Благодаря этому можно подбирать нужный параметр практически для любой толщины, марки металла. Для удобства в вопросах замены проволоки с максимальным диаметром 1.2 мм, ее катушка установлена снаружи корпуса. В комплекте помимо самого прибора идут кабель с клеммами заземления, горелка, 4-х роликовый механизм WF-23A, паспорт, инструкция.
Достоинства
- Многофункциональность;
- Удобная транспортировка;
- Вентиляционные отверстия на корпусе;
- Плавная регулировка;
- Катушка снаружи конструкции;
- Панель приборов.
Недостатки
- Китайская сборка;
- Цена.
Согласно отзывам, MIG-350 действительно справляется даже с массивными деталями. Для этого лишь нужно правильно настроить уровень мощности и тока. Большой диаметр проволоки, наружное размещение катушки, богатая комплектация, все это чаще всего хвалят пользователи в отзывах. Как таковых минусов найдено не было, разве что некоторых покупателей смущает китайское производство немецкого бренда, а также ценник.
Форсаж 502 (TIG, MIG/MAG, MMA)
В линейке всего сварочного оборудования это самый мощный полуавтомат. Его можно применять сразу по нескольким функциям – сварка полуавтомат, электродуговая или аргонная сварка. В комплектации помимо источника сварки идут вилки и силовая розетка, инструкция. Диаметр проволоки составляет 0.8-1.6 мм, ширина используемого тока от 20 до 500 А, а максимальный показательно мощности 27 700 Вт. Продолжительность одного рабочего цикла 60%, чего хватит для выполнения сложных задач. За своевременную защиту от перегрева отвечает специальная система охлаждения горелки. Элементом управления выступает цифровой дисплей.
Достоинства
- Высокая мощность, производительность;
- Контрольная панель с индикацией;
- Точность показателей;
- Надежный корпус;
- Микропроцессорная система для легкого управления.
Недостатки
- Только для трехфазной сети;
- Отсутствие регулируемой функции индуктивности.
Предназначение здесь скорее промышленное, потому что такие высокие параметры нужны для регулярной работы чуть ли не на износ. Как подтверждают отзывы опытных сварщиков, такой термин, как «износ» 502 модели не страшен. Главными преимуществами отмечают микропроцессорное управление, дисплей, высокую точность, надежность сборки
Но важно понимать, что это оборудование только для трехфазной сети. Мастер заметит отсутствие регулируемой индуктивности, то есть наклона характеристик