Как заменить направляющие втулок клапанов
Содержание:
- Измерение износа направляющей втулки клапана
- Специфика выполнения работ
- Как определить износ?
- Как правильно производится замена направляющих втулок клапанов ВАЗ-2109
- Когда нужно менять направляющие?
- Как самому заменить направляющие втулки с помощью оправки
- Замена направляющих втулок клапанов – реанимируем двигатель + видео
- Извлечение седла
- Причины преждевременного износа втулки клапана
- Для чего нужна направляющая втулка
- Извлечение седла
Измерение износа направляющей втулки клапана
Прежде чем измерять износ направляющей втулки клапана, необходимо измерить диаметр стержня клапана. Затем с помощью измерителя с разрезным кольцевым щупом измеряется диаметр отверстия в центральной части направляющей втулки клапана. После этого раскрытие кольцевого щупа измеряется с помощью микрометра. Затем измеряется диаметр отверстия на обоих концах направляющей втулки.
Разрез в кольцевом при этих измерениях должен быть ориентирован перпендикулярно оси максимального износа отверстия. Затем вычисляется разница между наибольшим диаметром отверстия в направляющей втулке и диаметром стержня клапана. Если зазор оказывается больше установленного предела, направляющая втулка клапана подлежит ремонту.
Зазор между стержнем и направляющей втулкой клапана можно также определить, измерив с помощью измерителя смещения с циферблатной шкалой люфт клапана, выдвинутого из седла. Необходимо также измерить диаметр стержня клапана.
Большинство американских производителей автомобилей, в двигателях которых используются встроенные направляющие втулки клапанов, рекомендуют расширять изношенные отверстия в направляющих втулках с помощью развертки и заменять клапаны новыми, со стержнями увеличенного, ремонтного диаметра. Если направляющая втулка клапана изношена, то скорее всего изношен и стержень клапана. В этом случае требуются новые клапаны. Но если клапаны заменяются, то безразлично — имеют ли они стержень стандартного диаметра или ремонтный, увеличенного диаметра. Ремонтные клапаны выпускаются обычно с диаметрами стержней, увеличенными на стандартную величину — 0,003, 0,005, 0,015 и 0,030 дюйма. Отверстие в ремонтируемой направляющей втулке развертывается или хонингуется до необходимого диаметра, соответствующего диаметру стержня ремонтного клапана. Зазор между стержнем и отремонтированной направляющей втулкой сохраняется таким же, как у старого клапана. При замене изношенных клапанов ремонтными, имеющими стержни увеличенного диаметра, масляный зазор и характеристики теплопередачи остаются прежними.
Многие компании, занимающиеся капитальным ремонтом двигателей, с целью упрощения ремонта головок, используют ремонтные клапаны со стержнями увеличенного диаметра.
При восстановлении отверстия в направляющей втулке клапана по технологии накаткиу накаточная головка, вращаясь, углубляется в отверстие. В ходе этой операции диаметр отверстия уменьшается за счет вытеснения металла из одних мест в другие. Технология накатки идеально подходит для двигателей со встроенными направляющими втулками клапанов (т.е. несъемными, отлитыми вместе с головкой блока цилиндров и, следовательно, незаменяемыми). Накатку не рекомендуется использовать для восстановления отверстий с износом, превышающим 0,006 дюйма (0,15 мм). В процессе накатки накаточный ролик конической формы, имеющий небольшой диаметр, или резьбонарезной резец со специально затупленной режущей кромкой, вдавливается в стенку отверстия, выдавливая в ней канавку без удаления металла, как показано на рис. 13.39 и 13.40. Металл выдавливается на края канавки, аналогично тому, как мягкий грунт выдавливается колесами автомобиля из колеи на ее края (образуя непрерывный выступ по краям колеи). Накаточная головка приводится в действие дрелью с понижающим редуктором. Развертки, входящие в комплект накаточной головки, развертывают накатанное отверстие ровно настолько, чтобы обеспечить соответствие зазора между направляющей втулкой и стержнем клапана требованиям общих стандартов на восстановленные узлы. Если требуется особая точность, отверстия хонингуются до заданного размера на высокоточном оборудовании. У направляющих втулок клапанов, восстановленных накаткой, зазор обычно вдвое меньше, чем у новых деталей. Но столь небольшой зазор допустим, потому что после накатки в стенке отверстия, по все его длине, остается множество тонких кольцевых выступов, которые удерживают масло, обеспечивая нормальную смазку.
Специфика выполнения работ
Существует категория водителей, которые стремятся все работы по обслуживанию и ремонту своего автомобиля делать самостоятельно.
Особенно это свойственно для владельцев отечественных машин, и это похвально.
Но таким водителям нужно осознать, что ряд работ, особенно, которые касаются регулировок, требуют не только теоритических знаний и опыта, но и своеобразной «чуйки», которая приходит со временем, путем проб и ошибок.
Особенно к таким работам относятся все регулировки, проводимые на карбюраторе, а также регулировка клапанов и еще ряд других регулировок.
Поэтому, если Вы это делаете в первый раз, то позовите человека, который, как минимум 3-5 раз проделывал такие работы на своем автомобиле, и желательно на такой же модели, как и у Вас.
Также перед проведением работ проверьте натяжение ремня ГРМ
Это важно
Если Вы только приехали в гараж и хотите в этот же день проводить регулировку клапанов, то нужно около 5-6 часов, чтобы двигатель остыл.
Можно сразу приступить к снятию крышки клапанов и других деталей, это позволит сократить время остывания двигателя до 1-2 часов, так как увеличиться теплообмен между горячим мотором и окружающей средой.
А лучше исходить из принципа: вечером приехал – утром проводи работы.
Кстати, не забудьте про прокладку под крышкой клапанов, в 90 % случаев ее приходится менять, поэтому новая прокладка должна быть у Вас под рукой.
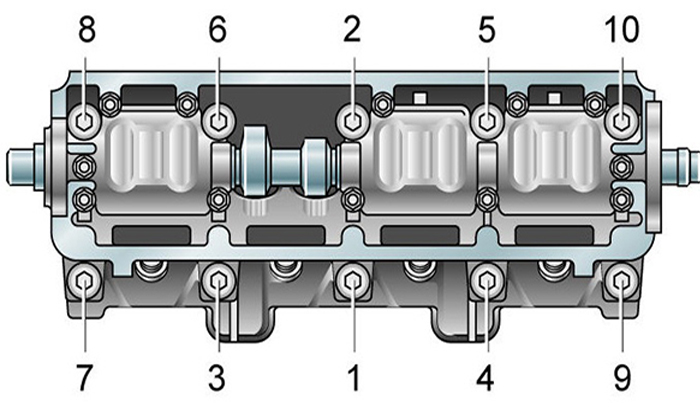
Отсчет цилиндров и клапанов.
Отсчет клапанов ведется следующим образом. Встаньте слева от автомобиля по ходу его движения, возле двигателя. Повернитесь лицом к двигателю.
Отсчет цилиндров и клапанов ведется слева на право от цепи ГРМ.
Последними будут 4-й цилиндр и 7,8 клапана, но регулировка начинается с клапанов № 6 и 8.

Как определить износ?
На втулке более всего изнашивается внутренняя поверхность. Заметным износ становится при достижении пробега в 150 тыс. км и более. Но если вы используете низкокачественные марки масел, то ресурс элементов становится еще меньше.
Проверить степень износа можно двумя способами:
- При помощи двух измерительных приборов – нутрометра и микрометра. Они позволяют измерить минимальное значение диаметра (внутреннего) втулок. Кроме того, с их помощью вы можете произвести замер максимального диаметра части хода стержня клапана. По сути, разность между этими двумя значениями и является значением износа. Обязательно только перед началом измерений очищайте все элементы от грязи и пыли, масла. Это позволит существенно увеличить точность и уменьшить погрешность.
- С помощью специального часового индикатора, установленного на стойке. Это может быть индикаторный или микрометрический нутрометр. В том случае, если зазор большой, необходимо установить новый клапан и произвести повторную проверку. Если и в этот раз зазор зашкаливает, то придется менять направляющие.
Впрочем, лучше всего при капитальном ремонте выполнить замену направляющих клапанов. Все равно для замеров нужно снимать ГБЦ. А это самое сложное в процедуре ремонта.
Как правильно производится замена направляющих втулок клапанов ВАЗ-2109

Для проведения процедуры замены направляющих элементов понадобятся инструменты (они обычно есть в гараже у каждого автолюбителя):
- съемник/оправка для выпрессовки;
- запрессовщик;
- развертка на 8,03 мм (специальное длинное сверло, с помощью которого отверстие доводится до нужного размера).
Еще желательно подготовить охлаждающую жидкость. Эти все инструменты понадобятся, так как перед заменой направляющего элемента придется извлечь сами втулки.
На ВАЗ-2109 процедура замены производится в следующей последовательности:
- Первый этап – подготовка двигателя к извлечению втулок клапанов из него:
- снимается клапанная крышка;
- откручиваются болты, которыми крепится головка блоков (их должно быть десять);
- снимается головка блока цилиндров;
- с нее снимается распредвал;
- выкручиваются шпильки (в первую очередь торцевые).
- Второй этап – очистка головки блока цилиндра, должна производиться на верстаке с помощью растворителя либо солярки.
- Третий этап – выпрессовка или выбивание втулок:
- оправка наставляется на данный элемент с боку камеры сгорания;
- головка нагревается до температуры в 100-120 градусов;
- с помощью молотка выбивается каждая из втулок (удары должны быть относительно легкими);
- места из-под выбитых деталей промываются бензином посредством ветоши или тряпки из мягкого материала;
- после промывания посадочные места продуваются сжатым воздухом.
- Четвертый этап – замена направляющих втулок клапанов двигателя с последующей сборкой всего механизма:
- разогревается головка блока;
- ремкомплект из новых втулок предварительно охлаждается в обычной морозильной камере;
- посадочные отверстия под втулки обрабатываются с помощью развертки;
- в обработанные отверстия помещаются новые направляющие элементы.
- Пятый этап – запрессовка, которая проводится методом забивания молотком с использованием оправки.
Если подобная процедура вызывает сложности у автолюбителя, то лучше всего обратиться в автосервис.
https://youtube.com/watch?v=GAbjOl_Hacc
Когда нужно менять направляющие?
Выходящий из выхлопной сизый дым — признак сгорания масла
Признаки потребления масла из-за проблем с направляющими такие:
- сизый дым из выхлопной трубы от вылетающих продуктов горения смазки, постоянно попадающей в цилиндры;
- машина практически не теряет в динамике, но дымит изрядно;
- светлый «пушистый» нагар на электродах свечей зажигания;
- на юбках и резьбовой части свечей наблюдается масло в жидком виде.
Это и есть масляный нагар на свече зажигания
Поскольку масло может проникать в камеры также по вине цилиндро — поршневой группы, необходимо провести диагностику, чтобы точно определить неисправность. В качестве примера предлагается взять популярный автомобиль ВАЗ 2106:
- Померьте компрессию в цилиндрах. Цель — убедиться в нормальном техническом состоянии поршневых колец.
- Снимите клапанную крышку, ослабьте цепь и открутите шестерню распредвала, предварительно совместив метки.
- Демонтируйте распределительный вал вместе с постелью и снимите коромысла. Разблокируйте пружины клапанов того цилиндра, чья свеча сильнее покрыта нагаром.
- Аккуратно снимите сальник и рукой попробуйте покачать шток в стороны, одновременно двигая его вверх-вниз.
Чтобы ощутить люфт, клапан надо вытащить за шток и покачать в стороны
При наличии люфта можете смело продолжать разборку, поскольку для замены втулок необходимо снять головку цилиндров. Если вас не оставили сомнения, проверьте остальные клапаны, картина должна быть примерно одинаковой.
Итак, непосредственно приступаем к самой работе! Чтобы все прошло удачно и без каких-либо оплошностей, вам необходимо соблюдать следующую инструкцию. Сначала вставляем поочередно оправку в отверстия старых втулок и очень аккуратно, не применяя особых усилий, наносим удары молотком по самому концу оправки.
Для установки новых втулок их необходимо выдержать в морозилке примерно двое суток, так они будут более сжатыми и потом плавно разместятся в посадочном месте. Дальше нам необходимо нагреть головки блока цилиндров на электроплитке примерно до температуры, равной 100 градусам, тем самым мы расширим посадочные места. Остался последний этап: надеваем на втулки стопорные кольца, вставляем их в отверстия и также аккуратно, как мы их доставали, начинаем вбивать.
Как самому заменить направляющие втулки с помощью оправки
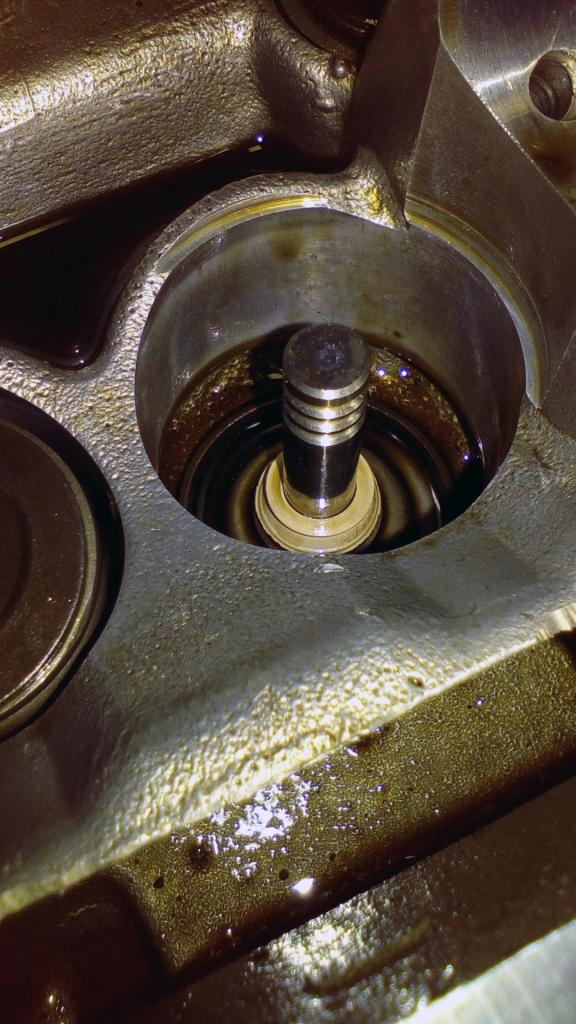
Шаг 1. Выпрессовка втулок клапанов
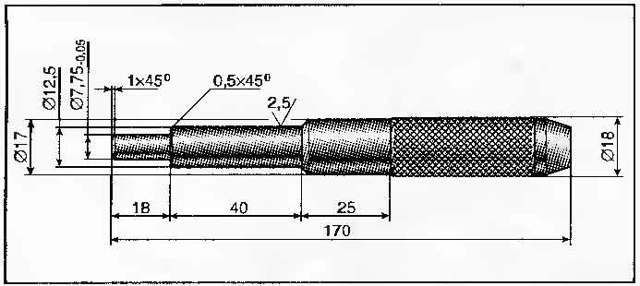
Непосредственно перед разборкой втулок производится подготовка газораспределительного узла. Оправка для процесса выпрессовки имеет форму ступеней. Ступень крайне необходима, чтобы исключить процесс повреждения посадочного гнезда в ГБЦ. За счет небольшого диаметра оправка входит во втулку на 3-3,5 см. Расширение диаметра позволяет спокойно пройти сквозь гнездо в головку блока цилиндра.

Небольшой диаметр оправки позволяет ей войти во втулку на 3-3,5 см с зазором. Наибольший размер диаметра позволяет намного легче продвинуться через гнездо в ГБЦ. Стоит напомнить, что втулки из бронзы с легкостью демонтируются из головки по причине относительно слабого натяга при установочном процессе.
Сложнее обстоит дело с выпрессовкой втулки из чугуна и металлокерамики. В этом случае нужно заранее нагреть ГБЦ в термопечи до 130-135 градусов Цельсия. Нагрев можно производить и в емкости с горячей вводов, нагретой приблизительно до 100 градусов. Это процедура позволяет ослабить натяг. В некоторых случаях запрессованную втулку высверливают, но велик риск порчи стенок посадочного гнезда.
Несколько рекомендаций:
- Работа производится только на стационарном сверлильном станке.
- Диаметр сверла должен быть меньше посадочного гнезда примерно на один миллиметр.
- Втулка высверливается аккуратно, не до самого конца.
Шаг 2. Замер посадочного места
Перед установкой втулки в головку блока цилиндров необходимо произвести замеры натяга. Только после этого можно производить запрессовку новой детали.
Замер натяга подразумевает:
- Замер диаметра самого гнезда нутрометром.
- Замер направляющей втулки микрометром. Допустимый показатель натяга при запрессовки – 0.032 – 0.051 мм. При ослабленном натяге из-за гнезда следует увеличить диаметр посадочного гнезда, в которое затем следует запрессовать ремонтную втулку большего размера. Данный вид работ производится только на стационарных станках: фрезерных или сверлильных. Размер натяга заменяемой втулки необходимо увеличить по причине более жесткого и шероховатого материала поверхности обработанных стенок. Для запрессовки головку блока нагревают, а саму втулку подвергают охлаждению. Без нагревания ГБЦ процесс считается неправильным. Особенно это относится к ГБЦ, изготовленной из алюминиевого сплава. Сам материал легко деформируется при сильном натяге. Результат – нет плотной посадки направляющей втулки клапана при сборке и нагревании двигателя, сам клапан начинает портиться от перегревания. Такой вид неисправности со временем прогрессирует. Может потребоваться ещё один разбор двигателя для осуществления ремонтных работ.
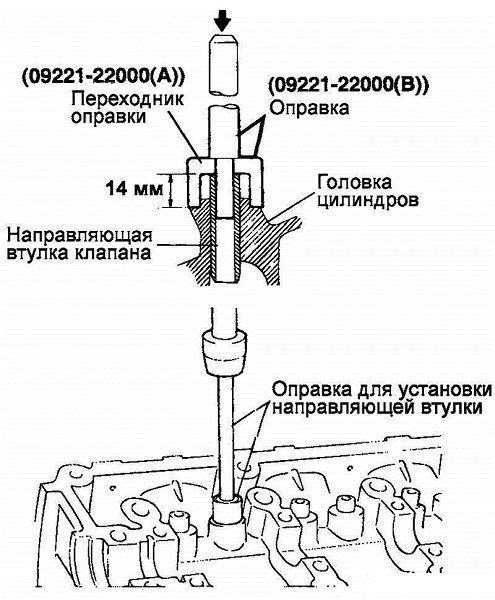
Шаг 3. Установка направляющих втулок клапанов
Запрессовку втулок производят с помощью оправки, описанной выше, нанесением точных ударов молотком. Необходимо помнить, что имеющийся на вновь поставленной втулке опорный поясок не должен страдать при запрессовке оправкой. В противном случае может произойти поломка или деформация втулки.
Шаг 4. Калибровка отверстий
Для финальной калибровки отверстий понадобятся развертки определенного размера. Профессионалы чаще всего применяют алмазные развертки, а не стальные. Инструмент из этого материала считается более долговечным и значительно точнее производит калибровку отверстий.
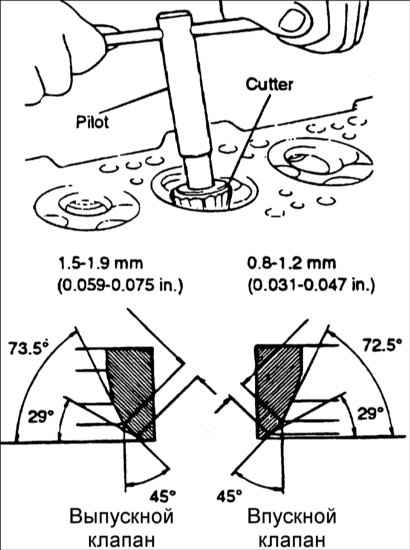
Параметры зазоров, которые рекомендуют специалисты:
- Стержни впускных клапанов должны иметь размер меньше выпускных (0,022-0,055 мм).
- Выпускные клапана подвергаются более сильному нагреванию при работе двигателя внутреннего сгорания (0,029 – 0,062 мм). Не стоит также стремиться к минимально допустимому размеру зазоров, так как это может привести к заклиниванию клапанов.
Замена направляющих втулок клапанов – реанимируем двигатель + видео
При частой эксплуатации автомобиля периодическая замена направляющих втулок клапанов практически неизбежна. Эти элементы необходимы для того, чтобы снизить расход масла в двигателе. Постараемся осуществить такую операцию самостоятельно.
На всех автомобилях втулки представлены по-разному, но принцип работы у них один.
От клапанов напрямую зависит, как эффективно будет проходить заполнение цилиндров маслом, или наоборот, освобождение их от продуктов сгорания.
Клапаны открывают и закрывают просвет, в который поступает топливная смесь. Чтобы определить, что произошел износ направляющих втулок клапанов, есть ряд признаков, которые перечислены ниже.
Если вы заметили, что масла стало расходоваться слишком много, то стоит первым делом обратить внимание на работу клапанов. Также характерный шум в области мотора, особенно около головок, будет свидетельствовать о проблеме
Поднимите капот, заведите двигатель и внимательно послушайте, как звучит «сердце» автомобиля
Также характерный шум в области мотора, особенно около головок, будет свидетельствовать о проблеме. Поднимите капот, заведите двигатель и внимательно послушайте, как звучит «сердце» автомобиля.
Если двигатель работает, но на его фоне происходит какой-то странный шум, то вам стоит обратить внимание на всё те же клапаны
Если по какой-то причине у вас был искривлен шток, то после его замены необходимо сразу заменить клапаны, чтобы не ждать скорого наступления их неработоспособности.
Замена направляющих втулок клапанов – собираем инструменты
Перед тем, как заменить направляющие втулки клапанов, необходимо произвести определенную подготовку. Замена втулок на всех автомобилях производится примерно одинаково.
Есть небольшие отличия в двигателях определенных стран, например, порядок работ на русских и японских моторах будет различным.
Чтобы произвести данную операцию, необходима специальная оправка, которую можно заказать любому знакомому токарю, или же можно обратиться в мастерскую.
Также перед заменой вам необходимо подготовить стандартный набор инструментов: ключ, отвертки, сверла и тому подобные вещи.
Стоит отметить, что вам понадобится запрессовка направляющих втулок клапанов, это специальный инструмент. Данный девайс сейчас продается в магазинах, но можно также его сделать самому.
В данной статье, как именно сделать этот инструмент, мы описывать не будем, но вы с легкостью сможете найти информацию в других статьях.

Как заменить направляющие втулки клапанов самостоятельно?
Итак, непосредственно приступаем к самой работе! Чтобы все прошло удачно и без каких-либо оплошностей, вам необходимо соблюдать следующую инструкцию.
Сначала вставляем поочередно оправку в отверстия старых втулок и очень аккуратно, не применяя особых усилий, наносим удары молотком по самому концу оправки. Тем самым медленно и, самое главное, аккуратно мы выбиваем втулки.
Затем необходимо прочистить данное освободившееся место. Лучше всего, если есть такая возможность, втулки продуйте сжатым воздухом.
Для установки новых втулок их необходимо выдержать в морозилке примерно двое суток, так они будут более сжатыми и потом плавно разместятся в посадочном месте.
Дальше нам необходимо нагреть головки блока цилиндров на электроплитке примерно до температуры, равной 100 градусам, тем самым мы расширим посадочные места.
Остался последний этап: надеваем на втулки стопорные кольца, вставляем их в отверстия и также аккуратно, как мы их доставали, начинаем вбивать.
Обратите внимание, если колпачки разболтались, то совсем необязательно производить замену. В данной проблеме поможет развертка направляющих втулок клапанов
Она делается вручную, вы просто утягиваете клапан до минимального значения зазора.
Для впускного клапана значение примерно от 0,020-0,055 мм, а если брать выпускной клапан, то значение должно быть 0,035-0,070 мм. Чтобы полностью завершить эту статью, осталось выяснить, какие направляющие втулки клапанов лучше? Между собой они отличаются по материалу изготовления.
Конечно, лучше всего, если втулки будут чугунные. Так как в данном случае, чем прочнее материал, тем он лучше для использования.
Извлечение седла
Сначала рассмотрим, как не надо делать, хотя некоторые гаражные гуру автомобилестроения рекомендуют делать именно так.
-сварка клапана + выбивание
Сначала старый ненужный клапан подгоняют под размеры седла, вставляют на посадочное сесто и приваривают клапан к седлу. Пока ещё не остыло, выбивают клапан, и он выходит вместе с седлом. За счёт разного расширения металлов- стали и алюминия- натяг уменьшается, когда остынет, будет не так легко выходить.
Почему так делать не надо? При сварке нагревается вся головка и её непременно поведёт, она станет кривая и в дополнение к этому откроются скрытые трещины, там, где были внутренние напряжения металла (а они есть в любом случае). Потом будете удивляться, почему моя головка вдруг оказалась пробитой.
Оптимальный способ: растачивание седла клапана на станке, пока он не станет размером с фольгу и сам не выпрыгнет из посадочного отверстия. Но… это нельзя реализовать в гараже из-за дороговизны оборудования, да и не в каждом селе будет такой станочек. Поэтому рассмотрим ещё один способ, лёгкий и безопасный, и реализуемый в любом гараже.
Выбор гаражных мастеров: простой и безопасный способ
Стачиваем фрезой седло насквозь с одного края. Седло ослабнет, потеряет натяг и само выпрыгнет из посадочного отверстия, даже не придётся его насквозь точить, доходя до посадочной плоскости, когда останется чуть меньше, чем 0,5 мм натяга уже не хватает, чтобы удержаться. Разомкнув кольцо, седло больше не сможет сопротивляться.
Фреза для дрели продаётся в любом строительном магазине, стоит не дороже, чем сверло, поэтому данный метод такой доступный.
Теперь, когда седло извлечено, надо подумать, что мы будем туда вставлять.
Причины преждевременного износа втулки клапана
Так как направляющие клапанов установлены внутри ГБЦ и изготавливаются (в зависимости от модели мотора) из чугуна, бронзы, латуни или сплавов, не каждый автолюбитель знает об их существовании. Вызвано это тем, что ресурс втулок составляет от 200000 км пробега.
Единственной неисправностью является механический износ внутренней поверхности в результате трения. На скорость износа влияют следующие факторы:
- своевременность замены и качества моторного масла;
- температурный режим работы ДВС;
- качество горючей смеси;
- исправность системы питания;
- правильность регулировки системы зажигания;
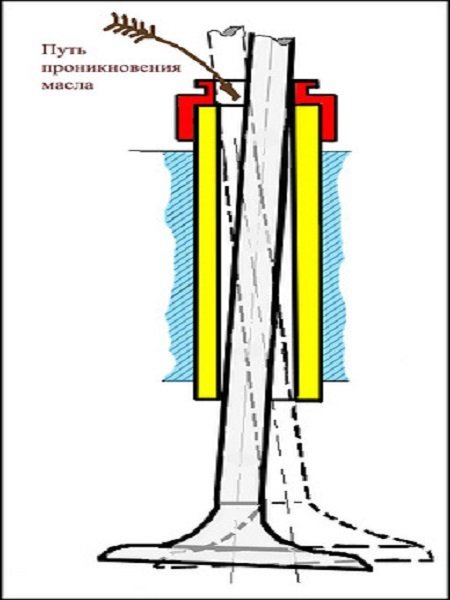
В результате износа направляющей стержень клапана теряет центрированность и двигается с перекосом, что не обеспечивает необходимую герметичность между седлом и тарелкой клапана. В итоге в камеру сгорания попадает масло, во впускной или выпускной коллектор прорывается горящая горючая смесь, что приводит к преждевременному износу узлов и деталей.
Для чего нужна направляющая втулка
Направляющую втулку вполне справедливо можно считать основным элементом, от которого зависит ресурс и правильная работа тандема «седло — клапанная тарелка». Материал, из которого изготовлена деталь и сама её конструкция в первую очередь нацелены на работу в условиях больших скоростях закреплённого в ней клапанного стержня, постоянных высокотемпературных нагрузок и практически полного отсутствия смазки в паре «клапан-втулка».
Причины и последствия деформации
Описанные условия приводят к тому, что в процессе работы мотора изнашиваются и направляющая втулка клапана, из-за чего со временем может нарушаться её соосность с клапанным стержнем. В дальнейшем деталь ещё больше разбивается и клапан начинает «гулять» и неплотно прилегать к своему седлу, а это, в свою очередь, приводит к разбитию фаски седла со временем. В качестве последствий можно получить прогар клапана и попасть на замену седла.

Внешний вид бронзовых направляющих втулок для моделей ВАЗ 2108–2109
Также из-за «гуляния» клапана в разбитой направляющей могут быстрее прийти в негодность маслосъёмные колпачки. Они просто не смогут удерживать масло при увеличившихся угловых смещениях клапанного стержня. Результатом будет попадание масла в двигатель, а если ещё учесть, что через разбитую втулку будет проходить масла больше обычного, то ситуация получается не из приятных. Увеличится нагар на клапанах и других деталях вокруг камеры сгорания, повысится уровень вредных выбросов выхлопных газов и можно получить преждевременно вышедший из строя каталитический нейтрализатор. И простой заменой маслосъёмных колпачков тут не обойтись, так как вскоре проблема снова вернётся.
Почему не стоит пренебрегать проверкой
В процессе ремонта двигателя его головке лучше уделить особое внимание. Нередко именно эта часть мотора виновна в том, что уровень компрессии в цилиндрах далёк от желаемого
Автомобилисты порой при ремонте ГБЦ ограничиваются только притиркой клапанов к их сёдлам, считая, что в цельнометаллических втулках особо изнашиваться особо-то нечему. В то же время проверить, насколько велик зазор между деталью и её клапаном будет совсем нелишним делом. Когда полученные цифры зазора выходят за рамки рекомендуемых автопроизводителем, то никакая притирка клапанов или замена маслосъёмных колпачков не уберегут от проблем в дальнейшем.
Материалы, используемые для изготовления втулок
Для изготовления втулок применяют материалы с хорошей износостойкостью и уровнем теплопроводности. Среди таких можно найти:
- специальные сплавы чугуна;
- бронзУ;
- латунь;
- металлокерамику.
По теплопроводности и себестоимости латунь наряду с бронзой находятся в лидерах, поэтому подавляющее большинство втулок изготовлено из сплавов этих металлов.
Нюансы, которые необходимо учитывать
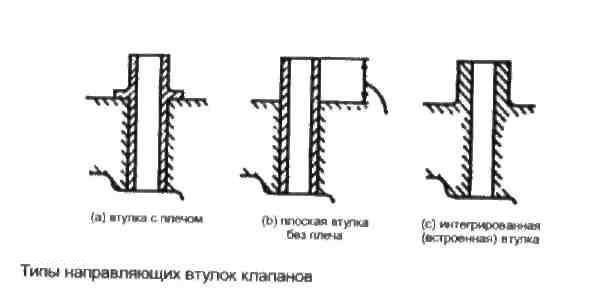
Большинство втулок имеют специальный опорный буртик на наружной стороне, призванный обеспечить надлежащую фиксацию детали по вертикали в ГБЦ. Если же деталь гладкая, то установка осуществляется с использованием специальной оправки.
Для впускных клапанов направляющие втулки не должны выступать, дабы не увеличивать аэродинамическое сопротивление впускного канала. Втулки выпускных клапанов призваны по максимуму «прятать» стержень клапана для сохранности последнего от воздействия высоких температур и лучшего отвода тепла.

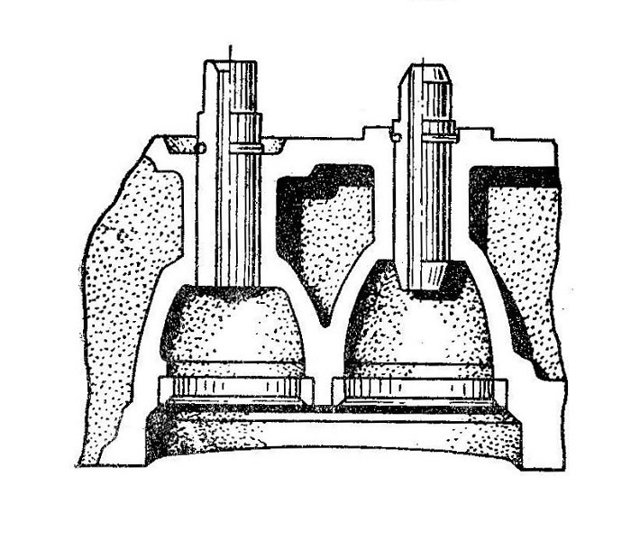
Внешний вид и расположение направляющей втулки клапана в ГБЦ
Точность изготовления втулок очень высока. Это необходимо для получения максимально выверенной соосности и наилучшего прилегания клапанной тарелки и седла при функционировании двигателя. Снаружи корпус детали, которую предстоит запрессовать в ГБЦ, должен быть максимально чисто обработан, на нём должны отсутствовать какие-либо царапины или риски. Этим обеспечивается оптимальный отвод тепла от этой хапчасти в головку блока.
Извлечение седла
Сначала рассмотрим, как не надо делать, хотя некоторые гаражные гуру автомобилестроения рекомендуют делать именно так.
-сварка клапана + выбивание
https://www.youtube.com/watch?v=mEe3wNJwuKQ
Сначала старый ненужный клапан подгоняют под размеры седла, вставляют на посадочное сесто и приваривают клапан к седлу. Пока ещё не остыло, выбивают клапан, и он выходит вместе с седлом. За счёт разного расширения металлов- стали и алюминия- натяг уменьшается, когда остынет, будет не так легко выходить.
Почему так делать не надо? При сварке нагревается вся головка и её непременно поведёт, она станет кривая и в дополнение к этому откроются скрытые трещины, там, где были внутренние напряжения металла (а они есть в любом случае). Потом будете удивляться, почему моя головка вдруг оказалась пробитой.
Оптимальный способ: растачивание седла клапана на станке, пока он не станет размером с фольгу и сам не выпрыгнет из посадочного отверстия. Но… это нельзя реализовать в гараже из-за дороговизны оборудования, да и не в каждом селе будет такой станочек. Поэтому рассмотрим ещё один способ, лёгкий и безопасный, и реализуемый в любом гараже.
Выбор гаражных мастеров: простой и безопасный способ
Стачиваем фрезой седло насквозь с одного края. Седло ослабнет, потеряет натяг и само выпрыгнет из посадочного отверстия, даже не придётся его насквозь точить, доходя до посадочной плоскости, когда останется чуть меньше, чем 0,5 мм натяга уже не хватает, чтобы удержаться. Разомкнув кольцо, седло больше не сможет сопротивляться.
Фреза для дрели продаётся в любом строительном магазине, стоит не дороже, чем сверло, поэтому данный метод такой доступный.
Теперь, когда седло извлечено, надо подумать, что мы будем туда вставлять.