Замена седел клапанов ваз 2108 своими руками
Содержание:
- Когда нужно менять направляющие?
- Устройство клапанного механизма – принцип работы и возможные неисправности
- Как восстановить седла клапанов
- Установка нового седла
- Ремонт распределительного вала
- Чем пользоваться?
- Регулировка и ремонт узла после проверки вакуумного усилителя тормозов
- Как работает клапанный механизм автомобильного двигателя
- Причины поломки деталей и их последствия
- Зачем нужны направляющие втулки?
- Почему прогорают клапана
- Установка нового седла
Когда нужно менять направляющие?
Главный симптом, означающий, что втулки клапанов пришли в негодность, — повышенный расход моторного масла. Когда у штока появился поперечный свободный ход (люфт), то маслосъемные колпачки уже не в состоянии предотвратить проникновение смазки в цилиндры из верхнего моторного отсека, где расположен распределительный вал. Она протекает в увеличенный зазор между клапанным стержнем и внутренним диаметром втулки и беспрепятственно попадает в камеру сгорания.
Выходящий из выхлопной сизый дым — признак сгорания масла
Признаки потребления масла из-за проблем с направляющими такие:
- сизый дым из выхлопной трубы от вылетающих продуктов горения смазки, постоянно попадающей в цилиндры;
- машина практически не теряет в динамике, но дымит изрядно;
- светлый «пушистый» нагар на электродах свечей зажигания;
- на юбках и резьбовой части свечей наблюдается масло в жидком виде.
Это и есть масляный нагар на свече зажигания
Поскольку масло может проникать в камеры также по вине цилиндро — поршневой группы, необходимо провести диагностику, чтобы точно определить неисправность. В качестве примера предлагается взять популярный автомобиль ВАЗ 2106:
- Померьте компрессию в цилиндрах. Цель — убедиться в нормальном техническом состоянии поршневых колец.
- Снимите клапанную крышку, ослабьте цепь и открутите шестерню распредвала, предварительно совместив метки.
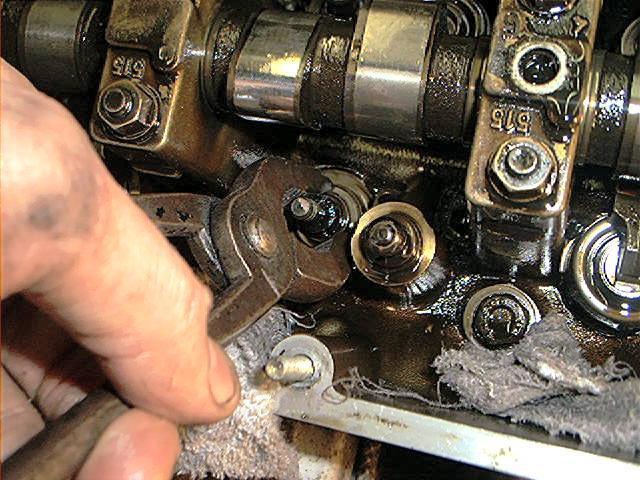
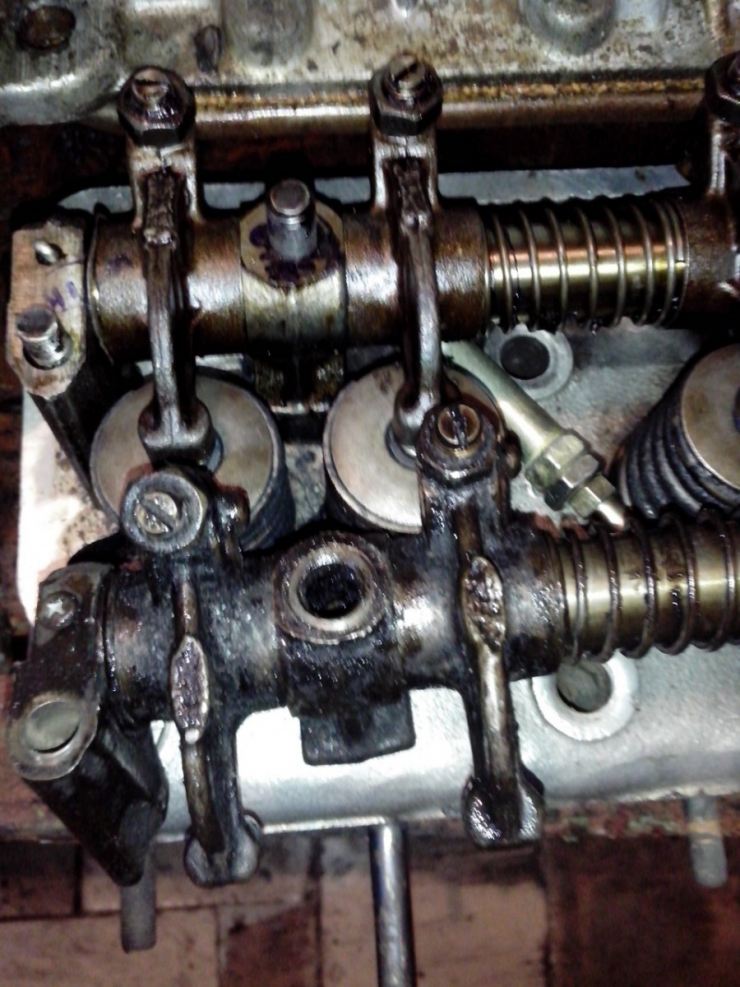
- Демонтируйте распределительный вал вместе с постелью и снимите коромысла. Разблокируйте пружины клапанов того цилиндра, чья свеча сильнее покрыта нагаром.
- Аккуратно снимите сальник и рукой попробуйте покачать шток в стороны, одновременно двигая его вверх-вниз.
Чтобы ощутить люфт, клапан надо вытащить за шток и покачать в стороны
При наличии люфта можете смело продолжать разборку, поскольку для замены втулок необходимо снять головку цилиндров. Если вас не оставили сомнения, проверьте остальные клапаны, картина должна быть примерно одинаковой.
Устройство клапанного механизма – принцип работы и возможные неисправности
Клапаны используются для герметизации цилиндров двигателя в процессе газообмена. Принцип их работы заключается в обеспечении впуска смеси топлива и воздуха для дальнейшего её сжатия. После воспламенения и отработки газы попадают в систему выпуска, за это также отвечают клапаны. Этот механизм функционирует в агрессивных условиях двигателя внутреннего сгорания, постоянно подвергается большим динамическим нагрузкам, высоким скоростям движения и нагреву. Чтобы снизить быстрый износ ходовых частей данной детали, материалы изготовления чаще всего имеют высокую степень легирования никелем и хромом.

Устройство клапанного механизма имеет два главных составных элемента: это головка и стержень. Данные узлы авто бывают с тюльпанообразной, плоской и выпуклой головкой. На конце стержня есть конусные, фасонные или цилиндрические проточки для фиксации на них пружин. Основным проявлением неисправности клапанного механизма является потеря мощности двигателя, а также нестабильная работа мотора в целом. Неисправности такого типа происходят из-за залипания и появления зазора. Нагар также может стать причиной этой проблемы, он накапливается у самого клапана и препятствует его закрытию.

Необходимость в замене
На всех автомобилях принцип ремонта одинаковый, так же как и замена клапанов на ВАЗ Приора можно производить своими руками.

Основным признаком неисправной работы клапанов является понижение компрессии. Это в основном происходит по трем причинам.

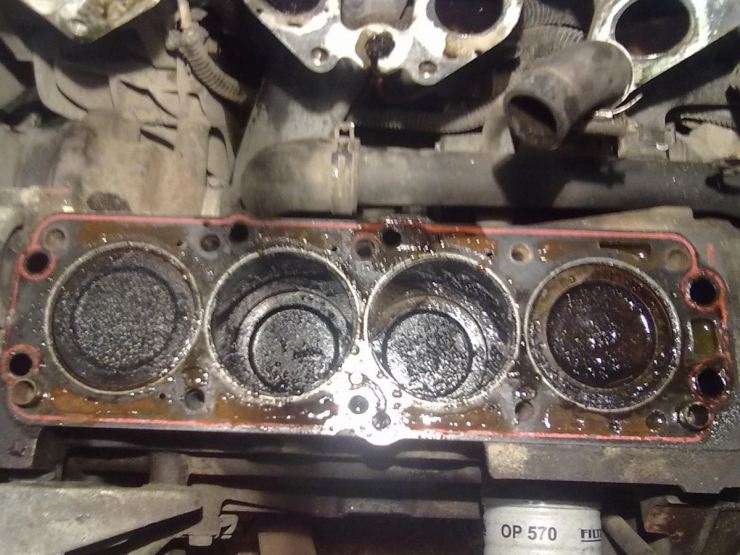
Первая —прогар. Это происходит так: тарелки клапанов разрушаются или в них возникают трещины, впоследствии при любом положении распределительного вала камера сгорания разгерметизируется.
Этим подвержены, в основном, выпускные клапана, потому как на них идет большая термическая нагрузка.

Такая проблема может возникнуть из-за:
- неправильно отрегулированный тепловой зазор, это касается двигателей не имеющих гидравлического компенсатора;
- очень бедная смесь, это повышает температуру в камере сгорания;
- не должным образом отрегулированы фазы ГРМ, из-за чего возгорание создается в период, когда клапан не плотно прилегает к седлу. Также это может способствовать возникновению нагара в местах контактирования деталей;
- допущенный на производстве брак;
- детонация мотора по каким-либо причинам.
Вторая —загиб клапанов в результате столкновения с поршнями. Такое возможно только при обрыве либо перескока ремня газораспределительного механизма, перескакивание происходит из-за растянувшегося ремня или цепи.







Третья —износ стержня. В рабочем режиме двигателя клапана совершают движения по направляющим втулкам, при длительной эксплуатации происходит истирание штока.

При этом возникает превышенный зазор между внутренних стенок втулок и стержнями клапанов, что негативно влияет на работу клапанного механизма.

В этом случае придется произвести замену не только клапанов, но и направляющих втулок, что можно также сделать своими руками.
Признаки неисправности
Причиной нестабильной работы двигателя, вызванной потерей мощности, компрессии в каком-либо цилиндре и вибрацией могут стать не только клапана.

Если рвется ремень ГРМ, то не факт, что загнет клапана, чаще обламываются толкатели. Даже при помощи компрессометра можно только убедиться в отсутствии компрессии в цилиндрах, но причину выяснить не удастся.


Чтобы точнее определить диагноз двигателя лучше провести тест пневмотестером.

Как восстановить седла клапанов
В том случае, если предполагается не замена седел клапанов на новые, а восстановление старых, ремонтные работы выполняются в следующей последовательности:
- Головка блока цилиндров располагается на ровной поверхности.
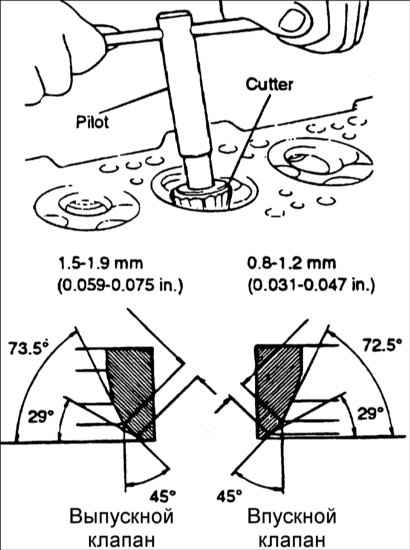
- Шарошка фиксируется на оправке, устанавливаемой в патрон станка.
- Ось инструмента совмещается с осью отверстия в ГБЦ, предназначенном для направляющего штока клапана.
- Медленно и без сильного нажима вращая шарошку по часовой стрелке, с рабочей поверхности седла клапана снимают нагар и тонкий слой металла.
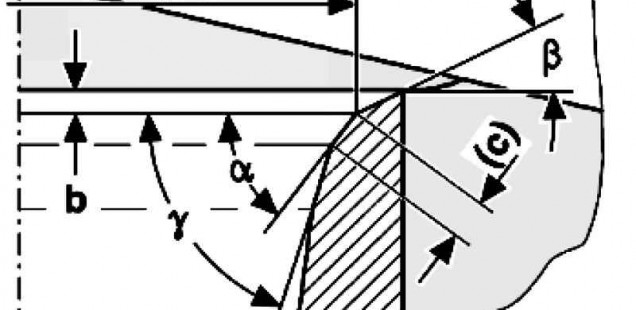
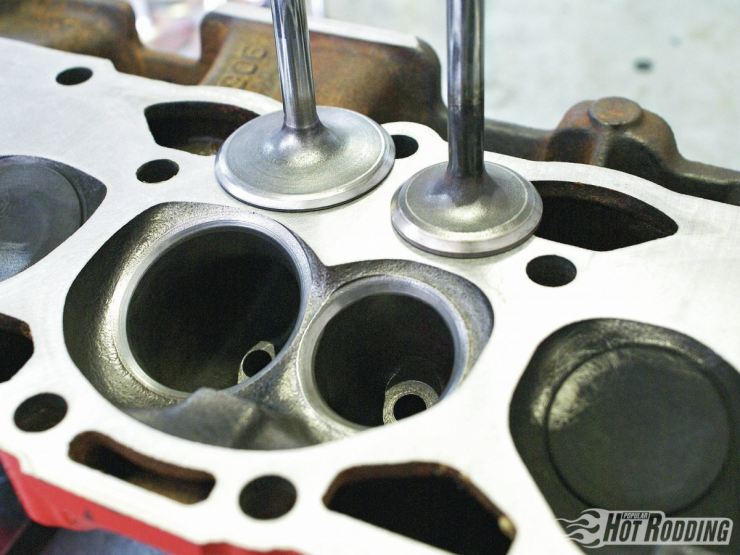
Фаска клапана выполняется под углом 30 или 45 (фиг. При угле 30 несколько увеличивается площадь проходного сечения для газов при одинаковом перемещении клапана. Однако в этом случае плотность прилегания клапана к седлу и тепло-отвод от кромки ухудшаются; по этой причине фаска в 30 применяется только для впускных клапанов. Повышение износоустойчивости и противокоррозийности в некоторых конструкциях выпускных клапанов достигается покрытием фаски и головки со стороны камеры сгорания слоем стеллита толщиной 1 — 1 5 мм (фиг. Стеллит представляет собой очень твердый, антикоррозийный сплав кобальта, вольфрама, хрома и других элементов.
Фаску клапана смазывают пастой ГОИ или наждачной пастой. Для составления пасты обычный наждачный порошок размешивают в воде и дают ему отстояться в течение 10 мин.
На фаску клапана нанести небольшое количество притирочной пасты и быстро вращать клапан в разные стороны с легким нажимом.
Шлифуют фаску клапанов с помощью прибора с ручным приводом или на настольном станке с электрическим приводом. Перед шлифованием клапан проверяют на биение индикатором. Биение стержня клапана не должно превышать 0 03 мм. Погнутость стержня устраняют правкой в холодном состоянии.
| Схема распределения потоков тепла в клапанах.| Прогоревшие выхлопные клапаны.| Схема действия сил на шток клапана. |
Неплотное прилегание фаски клапана к контактной поверхности седла очень опасно.
Нижняя поверхность фаски клапана на высоте, до 1 5 мм имеет угол наклона 45, совпадающий с углом наклона фаски седла. Верхняя часть фаски имеет угол наклона 43 1 — 5 и при посадке клапана на седло с ним не соприкасается. По мере отработки ресурса двигателя поверхность прилегания фаски клапана к седлу непрерывно увеличивается в результате износа седла и главным образом вследствие вытяжки головки и стержня клапана под нагрузкой. К исходу межремонтного срока клапан обычно прилегает к седлу всей поверхностью фаски. В дальнейшем нижняя кромка фаски клапана начинает отставать от седла, между ними образуется щель, и фаска, подвергаясь более интенсивному действию горячих газов, сравнительно быстро разрушается в результате перегрева и прогара вследствие ухудшения теплоотдачи в седло. Таким образом, дифференциальная фаска ускоряет приработку и обеспечивает герметичность посадки клапана и межремонтный ресурс. Повышение износостойкости деталей зависит не только от общей жесткости конструкции, но и от местной. Нагрузочная способность цилиндрических и конических колес тем выше, чем равномернее распределена нагрузка по длине зуба. Причинами неравномерности, кроме неточностей изготовления деталей передачи и сборки их, являются изгиб и кручение валов, деформация опор и корпусов. Изгиб валов вызывает перекос осей колес, вследствие чего возникает концентрация нагрузки у одного из краев зуба.
При ремонте фаски клапанов восстанавливаются наплавкой легированными сталями, сплавом Сормайт-I и другими твердыми сплавами.
При необходимости фаску клапана притирают к седлу в корпусе, а усилие сжатия пружины регулируют винтом. На правильно собранном насосе его шестерни должны свободно проворачиваться от руки. При монтаже на двигатель нижней крышки звездочек привода газораспределения с собранным масляным насосом шли-цевый валик ведущей шестерни устанавливают в любом положении. После окончательной сборки масляного насоса его проверяют на специальном стенде, используя велосит в качестве рабочей жидкости.
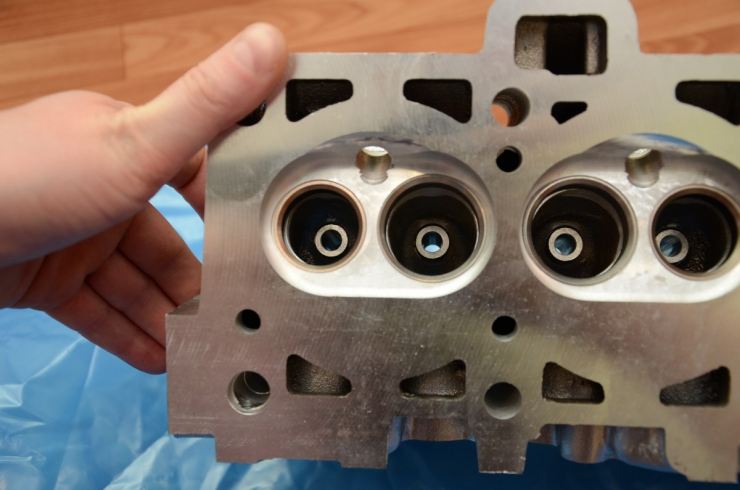
Установка нового седла
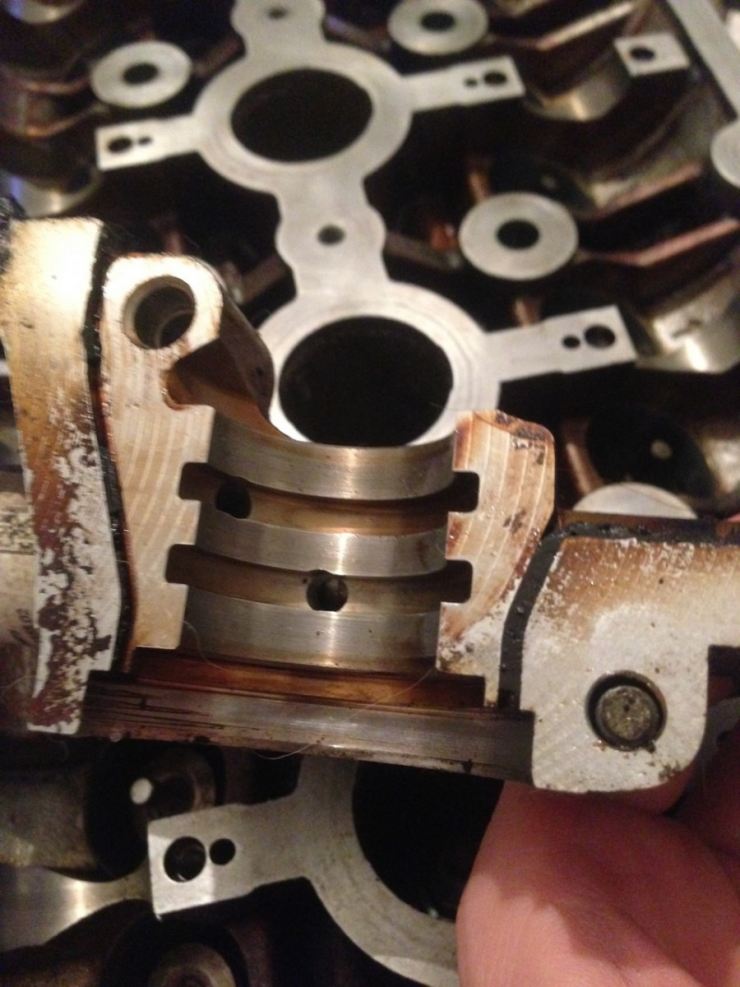
Перед началом процедуры монтажа новых седел, посадочные места под них очищают от загрязнений. После ГБЦ следует равномерно нагреть до температуры, превышающей 100˚С. При этом металл расширяется, позволяя запрессовать кольцо.
Монтируемую деталь охлаждают с помощью жидкого азота. При его отсутствии можно использовать сочетание льда и ацетона, что позволяет снизить температуру металла до -70˚С. Размеры деталей подбирают таким образом, чтобы разница между диаметром посадочного места и кольца составляла не более 0.05-0.09 мм на холодных деталях.
Седло клапана запрессовывается с помощью специальной оправки или отрезка трубы подходящего диаметра. Деталь должна входить на посадочное место с небольшим усилием
При этом важно, чтобы кольцо встало без перекоса
После запрессовки и остывания ГБЦ следует проверить, не болтается ли элемент на посадочном месте. Если зазор отсутствует, а замененный элемент плотно держится на своем месте, процедуру его замены можно считать оконченной. Далее требуется прирезка седел клапанов с использованием шарошек.
Седло клапана правильно устанавливать с азотом, все другие методы не такие надёжные. В нормальном состоянии при комнатной температуре дивметр седла больше диаметра отверстия в головке, поэтому после установки получается некоторый натяг. Чтобы засунуть седло, его надо уменьшить в размере, для этого и нужен азот.
Азот в жидком состоянии сохраняет очень низкую температуру. Охлаждаясь в азоте, клапан сжимается в диаметре, и охладившись может свободно залезть в посадочное отверстие головки. В то же время, чтобы увеличить посадочное отверстие в головке, головку можно нагреть, тогда отверстие расширится и зазор увеличится. Если нагреть головку, то тогда не надо так сильно охлаждать седло, достаточно будет просто положить в морозилку и разницы температур будет достаточно.
Устанавливать седло без предварительной термической обработки нельзя, не будет достигнут необходимый натяг и седло выпадет в процессе эксплуатации.
При установке нужно забить седло, чтобы оно стало на место, сильно бить не надо, достаточно лёгких ударов.
Механическая обработка нового седла
На новом установленном седле надо нарезать фаску. Лучше всего это сделать на специализированном станке, так получится обработать наиболее точно. Это реализуется благодаря жёсткой центровке резца, чего невозможно добиться используя ручные шарошки.

Но если в вашей местности нет подобного оборудования, шарошки- это всё, на что вы можете рассчитывать. Если есть поблизости металлообрабатывающий цех, можно попробовать обработать клапана на фрезерном станке, результат вполне сойдёт.
На седле надо нарезать три кромки- внешнюю, внутреннюю и сверху них центральную, самую узкую, по которой седло будет соприкасаться с клапаном.
Ремонт распределительного вала
Основными дефектами распределительного вала являются:
- износ опорных шеек;
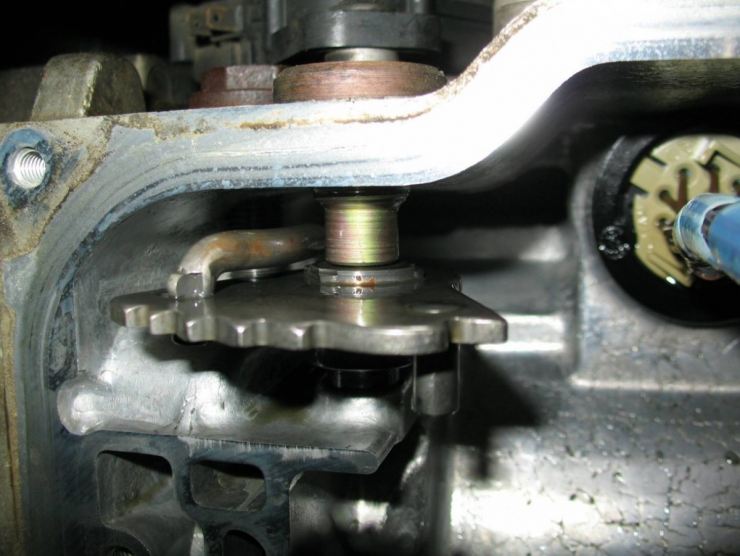
- износ винтовой шестерни привода масляного насоса;
- износ кулачков;
- прогиб;
- увеличение осевого зазора.
Опорные шейки при износе ремонтируют двумя способами:
- шлифованием их на меньший диаметр
- хромированием
Первый способ ремонта применяют в тех случаях, когда опорами для шеек вала служат сменные втулки, запрессованные в гнезда блока. Если распределительный вал вращается в гнездах, выполненных непосредственно в блоке, то опорные шейки ремонтируют хромированием.
Шейки шлифуют на круглошлифовальном или токарном станке супортно-шлифовальным приспособлением.
Перед шлифованием вал проверяют в центрах по индикатору и выправляют под прессом, если биение превышает 0,05 мм. При шлифовании шеек необходимо учитывать высоту кулачков, так как иначе может создаться положение, при котором вал нельзя будет установить во втулки уменьшенного ремонтного размера. Высота кулачка должна быть меньше самой малой опорной шейки вала на 1—1,5 мм.
После шлифования шеек из блока выпрессовывают старые опорные втулки и запрессовывают новые полуобработанные, внутреннее отверстие которых необходимо обработать под размер шеек развертыванием.
Втулки двигателя ГАЗ-51 имеют два диаметрально расположенных отверстия, из которых одно — большего диаметра — служит для подвода смазки и должно точно располагаться против смазочного канала, а другое, меньшего размера, служит для закрепления втулки и должно располагаться против лунки в гнезде блока.
Втулку закрепляют длинным бородком, устанавливаемым в масляный канал, при помощи которого раскернивают малое отверстие втулки; образующийся при этом выступ входит в лунку гнезда блока.
После закрепления втулок их развертывают длинной раздвижной разверткой, обеспечивающей сохранение параллельности осей коленчатого и распределительного валов. При отсутствии сменных втулок (автомобили ГАЗ-MM, «Москвич») гнездам в блоке придают правильную геометрическую форму развертыванием, а опорные шейки хромируют и прошлифовывают на требуемый размер.
Кулачки с небольшим износом и задирами зачищают вначале крупной, а затем мелкой наждачной бумагой, которая должна облегать не менее половины профиля кулачка.
При большом износе кулачков вал заменяют или наплавляют изношенные места газовой сваркой сплавом сормайт. При этом вал помещают в ванну с водой, оставляя на поверхности только часть кулачка, подлежащую наплавке. При наплавке поверхность кулачка достаточно нагреть до состояния «потения», и расплавленный сормайт будет хорошо растекаться по поверхности. При отсутствии сормайта наплавлять можно проволокой от старых клапанных пружин при помощи газовой или электродуговой сварки.
После наплавки сормайтом последующая обработка заключается только в зачистке, а при наплавке сталью необходима закалка. При значительном износе приводной шестерни масляного насоса распределительный вал следует заменить.
Увеличенный осевой зазор распределительного вала устраняют путем регулировки упорного болта, помещенного в крышке распределительных шестерен (автомобили ЗИС-5 и ЗИС-150). Для этого болт завертывают до упора в торец вала, а затем, отвертывают на 1/6 оборота и закрепляют контргайку. Если распределительный вал от осевого смещения удерживается упорной шайбой (автомобили М-20 «Победа», ГАЗ-51), то уменьшение осевого зазора до нормальной величины 0,10—0,20 мм достигается заменой изношенной упорной шайбы. Если же это окажется недостаточным, то следует уменьшить толщину распорного кольца, установленного между задним торцом ступицы распределительной шестерни и торцом первой опорной шейки распределительного вала.
Чем пользоваться?

Такие работы подразумевают использование грубоватых инструментови отличающихся практически ювелирной точностью – зенкеров и шарошек. Такие инструменты с узкой спецификой применяются исключительно при ремонте мотора.

Подборку шарошек для клапанных седел используют под выточку необходимых размеров диаметров. Подобные действия дают возможность придать тарелочке максимальную плотность закрывания.

Зенковки при ремонтных работах по клапанным седлам используются так же. Но есть одно различие – зенкер применяется не только на механических, но и электроинструментах.
Инструмент
Если делаем замену клапанов своими руками, будь это ВАЗ либо другой автомобиль, нужно не упустить такой нюанс, как наличие специального инструмента. Вот что понадобится:










Комплекты: гаечных ключей, головок, отверток для демонтажа и монтажа элементов машины.
Рассухариватель клапанов. Он нужен для сжатия пружин, чтобы устранить сухарики (стопорные элементы).

Инструмент для притирки. Клапана нуждаются в притирки, для обеспечивания компрессии. Приобретение специального приспособления не целесообразно, можно воспользоваться дрелью и куском шланга.

Шланг плотно соединяет клапанный стержень и насадку дрели и поступательными движениями производить притирку. Затем налить солярку в месте стыковки клапана и седла, если она не протекает, то работа сделана качественно.

Прибор для снятия маслосъемных колпачков. Производя замену клапанов надо сменить на втулках колпачки, что будет сделать довольно сложно своими руками. Лучше использовать специальный съемник.
Есть еще один прибор — микрометр. Он даст точное измерение параметра стержня и выявляет дефекты износа клапанов.

Ключ для фиксации коленчатого вала, для того, чтобы настроить правильную работу ГРМ.

Желательно иметь динамометрический ключ для затягивания болтов.










Расходные материалы
Кроме клапанов, понадобится:
- пригодные уплотнительные колпачки;
- прокладка головки блока цилиндров;
- прокладка крышки клапанов;
- при необходимости — герметик;
- болты крепления ГБЦ, иногда возможно использовать старые болты;
- притирочная паста или порошок.

Зенковки и шарошки для ремонта седел клапанов – что выбрать?
Замена седел клапанов своими руками предусматривает наличие не только грубого инструмента, но и почти ювелирного – шарошки или зенкера. Эти узкоспециализированные инструменты используются только для ремонта двигателя внутреннего сгорания. Набор шарошек для седел клапанов применяется для вытачивания нужной формы их внутреннего диаметра. Эта операция позволяет добиться от тарелки плотного закрытия. Чтобы безошибочно обработать седло клапана, чертеж механизма желательно иметь под рукой.

Шарошка выполнена в виде металлического цилиндра, в котором есть отверстие и две или одна коническая поверхность, её угол может варьироваться от 15 до 60 градусов. На поверхности конуса есть резцы. Набор зенковок для ремонта седел клапанов применяется точно так же, как и шарошки, но имеется одно отличие. Зенкер можно использовать на механических и электрических инструментах.

Заготовка седла клапана
Для всех популярных моторов предлагаются заготовки сёдел клапанов, как стандартных размеров, так и ремонтных, с увеличенным внешним диаметром. Для редких двигателей заготовки надо заказывать или изготавливать на заказ.

Регулировка и ремонт узла после проверки вакуумного усилителя тормозов

В целом регулировка ВУТ сводится к настройке свободного хода тормозной педали. Чтобы правильно его выставить, необходимо настроить длину штока. С помощью регулировочного болта контролируется зазор/выступ. Правильная настройка положения самого болта позволит установить идеальный момент срабатывания клапанов.
Когда будет закончена проверка на герметичность, не забудьте отрегулировать свободный ход педали тормоза. Настройка длины штока приводит к возникновению зазора, который определяет степень давления на тормозной цилиндр
Поэтому очень важно правильно выставить длину штока и поставить подходящий зазор
Свободный ход педали при неработающем моторе должен составлять от пяти до четырнадцати миллиметров. Этот зазор контролируется болтом, находящимся над плоскостью вакуумного усилителя тормозов. Маленький зазор приводит к заеданию рабочего цилиндра, вследствие чего происходит быстрый износ колодок и повышается потребление топлива автомобилем. Кроме того, машина начинает произвольно притормаживать, как будто вы едете на ручном тормозе. Большой же зазор, напротив, приводит к увеличению хода педали, что свидетельствует о нарушении герметичности в узле.
Выше мы рассказали, как провести проверку работы тормозного вакуумного устройства и отрегулировать его работу в случае необходимости. Теперь скажем несколько слов о его ремонте.
Чтобы обеспечить собственную безопасность при поломке усилителя, безотлагательно примите меры по его ремонту или замене. И если вакуумные шланги в бензиновых автомобилях или насосы в дизельных вы можете заменить самостоятельно, не прибегая к услугам автосервиса, то более серьезные работы рекомендуется доверить профессионалам.
Конечно, это стоит определенных денег, но когда на кону собственная безопасность, лучше не экономить. Обратитесь к специалистам. Они не только грамотно проведут проверку, но и качественно, с гарантией выполнят все необходимые работы
Следует отметить, что после ремонта важно синхронизировать колеса при торможении и провести проверку системы ABS/ESP. Для этого необходим диагностический стенд и специализированное оборудование

Бывают случаи, когда отремонтировать «вакуумник» выходит дороже, чем приобретение усилителя, бывшего в употреблении, но находящегося в исправном состоянии. Поэтому рекомендуется при необходимости поискать устройство на разборках.
Если вы чувствуете уверенность в собственных силах и решили после проверки самостоятельно отремонтировать неисправный вакуумный усилитель, то действуйте следующим образом.
Для начала в моторном отсеке демонтируйте всю обивку и снимите накладку ветрового стекла. Не снимайте трубки, ведущие к ГТЦ. Это может привести к попаданию в систему воздуха
Далее открутите цилиндр от вакуумного усилителя и осторожно наклоните вперед, чтобы предотвратить деформацию тормозных трубок. Шланг передачи вакуума перед этим необходимо снять со штуцера усилителя
Внимательно изучите рекомендации, которые дает производитель и приступайте к демонтажу усилителя. Открутите крепежные болты и отсоедините клемму провода, идущего к стоп-сигналу.
Только после этого снимите педаль, используя специальный инструмент. Если вы хорошо разбираетесь в конструкции автомобиля, то справитесь с проверкой и ремонтом ВУТ. Однако лучше предварительно зайти в Интернет и найти инструкцию со схемой усилителя. Это заметно ускорит реализацию поставленной задачи и повысит ваши шансы на успех.

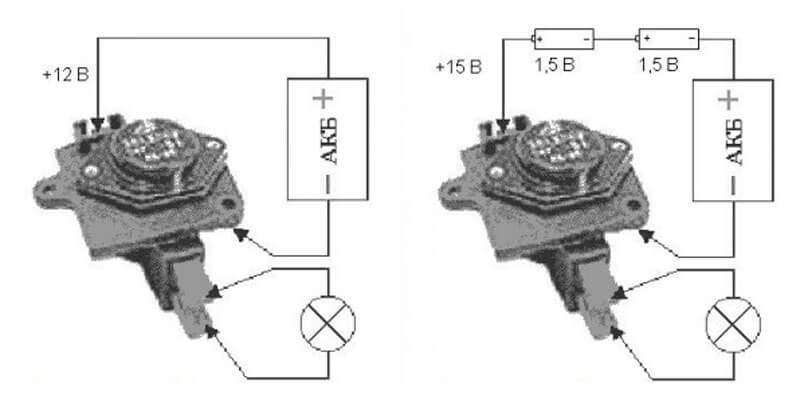
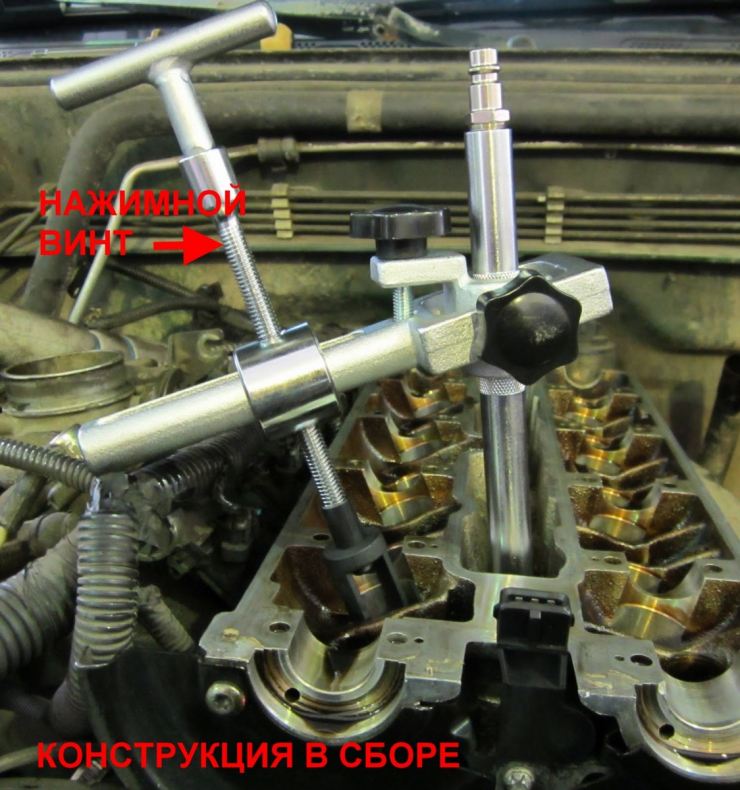
Пошаговая инструкция с фото сопровождением о том, как проверить работу обратного клапана вакуумного усилителя и произвести его замену.
Если с тормозной системой появились первые симптомы плохой работы, тогда следует произвести осмотр на поиск неисправностей. Обычно первые симптомы проявляются при нажатии на педаль тормоза. А это в свою очередь – неисправность вакуумного усилителя тормозов – главного «помощника» всей системы торможения.
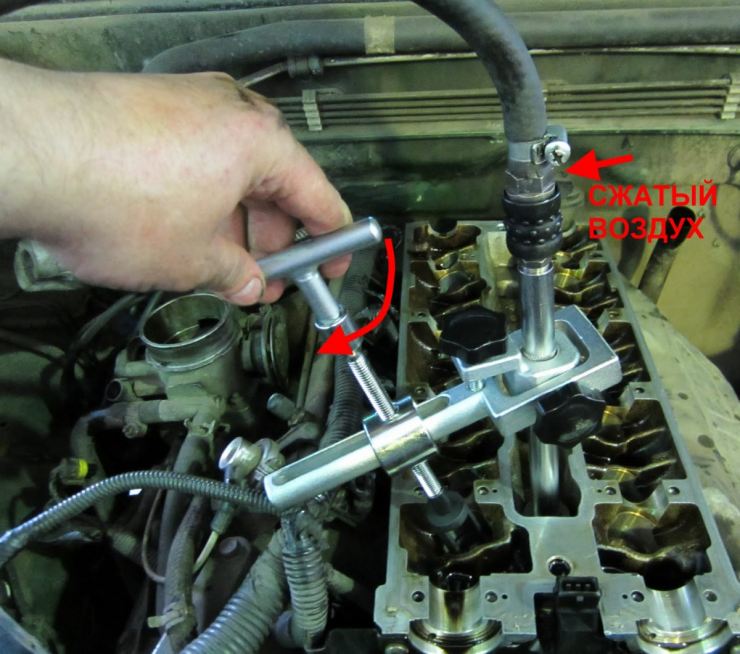
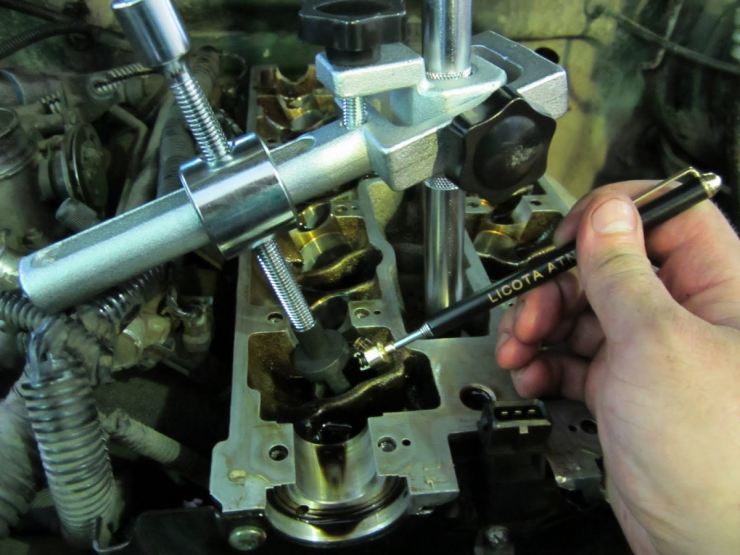
Чтобы проверить работоспособность вакуумного усилителя, нужно при выключенном двигателе автомобиля произвести 5-6 последовательных нажатий на педаль тормоза с интервалом в 1-2 секунды и на шестой раз педаль не отпускать – зафиксировать нажатой. Теперь в таком положении заведите двигатель, педаль должна будет переместиться вперёд. Если ничего не случилось, тогда нужно проверить вакуумный шланг и работу обратного клапана на герметичность, что мы и будем сейчас делать в этой статье.
Вся процедура очень простая и не требует дополнительной помощи со стороны, всё можно делать в гараже своими руками. Самое неудобное и нудное это будит разборка обшивки под капотом, иначе до вакуумного усилителя тормозов будет не добраться.
Как работает клапанный механизм автомобильного двигателя
Чтобы вникнуть в особенности применения шарошек или зенкеров для седел клапанов, необходимо сначала разобраться в том, как действует клапанный механизм двигателя автомобиля, а также в том, что может привести к появлению неисправностей в его работе.
Каждый из цилиндров любого двигателя внутреннего сгорания (ДВС) работает совместно с двумя клапанами, один из которых является впускным, а второй – выпускным. Работа ДВС осуществляется за счет повторяющихся процессов (циклов). Каждый из таких процессов заключается в том, что в рабочий цилиндр подается топливная смесь. Это происходит при открытии впускного клапана. После его закрытия и сгорания топливной смеси из цилиндра необходимо вывести отработанные газы, что и обеспечивается открытием выпускного клапана. Впускной и выпускной клапаны, находясь в закрытом состоянии, должны обеспечивать полную герметичность рабочего цилиндра.
В процессе работы двигателя клапаны подвергаются как значительным механическим нагрузкам, так и различным воздействиям агрессивной среды, в которой они эксплуатируются:
- термическим;
- механическим;
- динамическим;
- химическим.
Чтобы клапаны были в состоянии выдерживать такие серьезные воздействия на протяжении длительного времени, для их изготовления используют высоколегированный стальной сплав, в химическом составе которого содержится значительное количество хрома и никеля.
Конструкция клапанов состоит из двух основных элементов: направляющего штока и головки, которая может иметь плоскую, выпуклую или тюльпанообразную форму. Направляющий шток клапана может быть полностью цилиндрическим или выполненным с фасонной проточкой, которая необходима для более надежной фиксации пружины.
То, что в клапанном механизме ДВС появились неисправности, можно определить по нескольким признакам, наиболее явными из которых являются:
- снижение мощности двигателя, что отражается на скоростных характеристиках автомобиля;
- нестабильная работа ДВС на любых оборотах;
- неестественный стук, раздающийся из моторного отсека автомобиля;
- большое количество дыма, выходящего из выхлопной трубы.
Если говорить о наиболее распространенных неисправностях ДВС, связанных с его клапанным механизмом, то к ним относятся:
- появление зазора между корпусом блока цилиндров и головкой, которой оснащен такой блок, что связано с их неплотным прилеганием друг к другу (этот зазор, образующийся по ряду причин, приводит к разгерметизации системы);
- образование в местах, где клапан контактирует с блоком цилиндров, кокса и нагара (такой нагар не дает клапану полностью закрыть цилиндр, что также ведет к разгерметизации системы).
Причины поломки деталей и их последствия
Характерная особенность направляющих элементов заключается в том, что они не выходят из строя в один момент, а изнашиваются постепенно. Срок «жизни» деталей на авто бюджетной категории составляет от 180 до 300 тыс. км, а на более дорогих иномарках может достигать 1 млн км. На процесс износа влияет несколько факторов, могущих его ускорить:
- качество применяемого моторного масла и своевременность его замены;
- температурный режим работы силового агрегата, чем чаще мотор перегревается, тем быстрее изнашиваются трущиеся поверхности;
- качество топлива и горючей смеси, чьи пары проникают в любые неплотности и вносят свою лепту в процесс медленного разрушения деталей.
Нагар на штоке разрушает втулку довольно быстро
Изношенная деталь характеризуется «разбитым» внутренним отверстием, в результате чего шток клапана начинает в нём слишком свободно ходить, а потом появляется люфт. Стержень перекашивается в процессе работы, а тарелка плохо совмещается с седлом, герметичность сопряжения постепенно теряется. Из камеры сгорания в механизм прорываются газы, а сверху попадает масло, в результате чего образуется нагар. Он тоже способствует ускорению износа, быстро приводя деталь в полную негодность.
Зачем нужны направляющие втулки?
В начале и середине прошлого века ГБЦ автомобилей изготавливались из чугуна, а клапаны просто вставлялись в точно просверленные отверстия. Но впоследствии производители отказались от чугунных головок из-за большого веса и недостаточного отведения излишков теплоты, а им на смену пришли лёгкие ГБЦ из алюминиевых сплавов. Эти металлы обладают прекрасной теплопроводностью, но слабо противостоят износу от трения.
Чтобы решить проблему, была придумана направляющая втулка — посредник между мягким сплавом головки цилиндров и стальным стержнем клапана, постоянно движущимся вверх-вниз в процессе работы. Изготовленная из чугуна или специальной бронзы, она надёжно запрессовывается в тело ГБЦ, а внутрь с минимальным зазором вставляется клапан.
На схеме двигателя показано расположение направляющих втулок
Сама втулка представляет собой полый цилиндр, сделанный точно по размерам под определённую модель автомобиля. Наружная поверхность отшлифована и на ощупь гладкая, а на внутренней выполнена спиралевидная канавка в виде резьбы. По ней движется моторное масло, смазывающее ось клапана и снижающее силу трения. В верхней части направляющей детали сделана неглубокая выборка, куда вставляется стопорное кольцо.
Бронзовые втулки для ВАЗ 2109 с виду все одинаковые
Втулки выполняют следующие функции:
- как явствует из названия, они направляют движение клапана, чтобы его тарелка чётко совмещалась с седлом и плотно прилегала к нему;
- принимают на себя нагрузку от силы трения, возникающую во время поступательно-возвратного движения стержня клапана;
- клапанная чашка сильно нагревается в камере сгорания, а втулка передаёт это тепло алюминиевому сплаву головки цилиндров;
- благодаря специальной канавке деталь обеспечивает смазку трущихся поверхностей.
Чугунные детали ВАЗ 2106 — впускные втулки короче выхлопных
Когда элемент запрессован в отверстие ГБЦ, то его верхняя часть меньшего диаметра на несколько миллиметров выступает над поверхностью. Это необходимо, чтобы установить на неё маслосъемный колпачок (он же — сальник клапана), не позволяющий смазке из верхней части двигателя попадать в камеру сгорания через внутреннее отверстие втулки.
Так выглядит выступающая часть, куда надевается маслосъёмный колпачок
Почему прогорают клапана
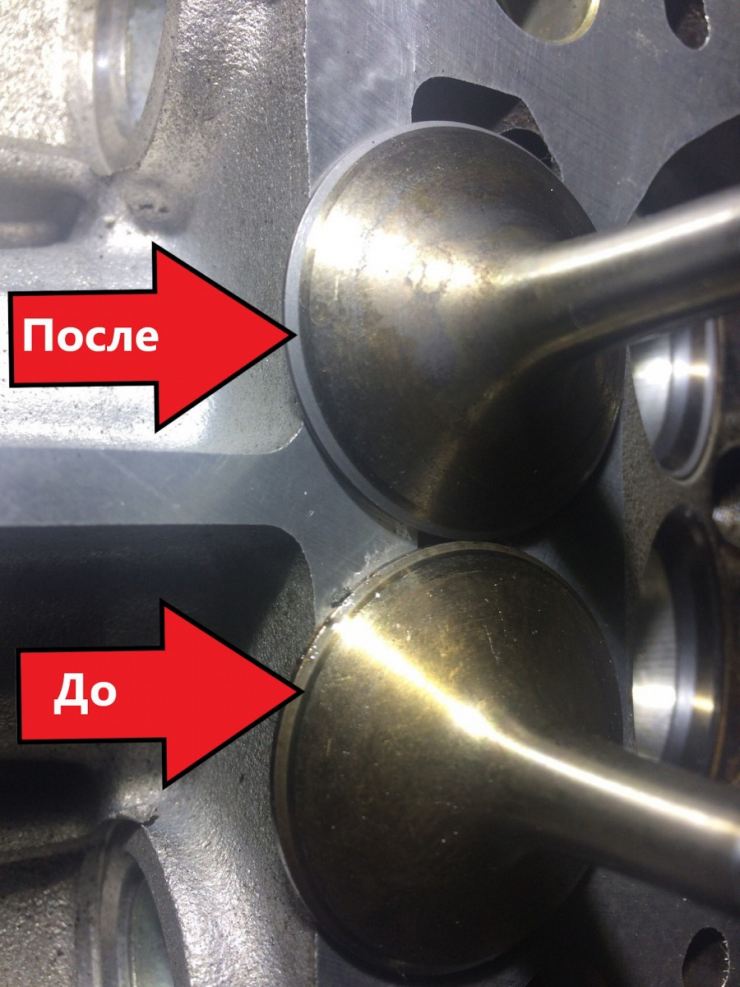
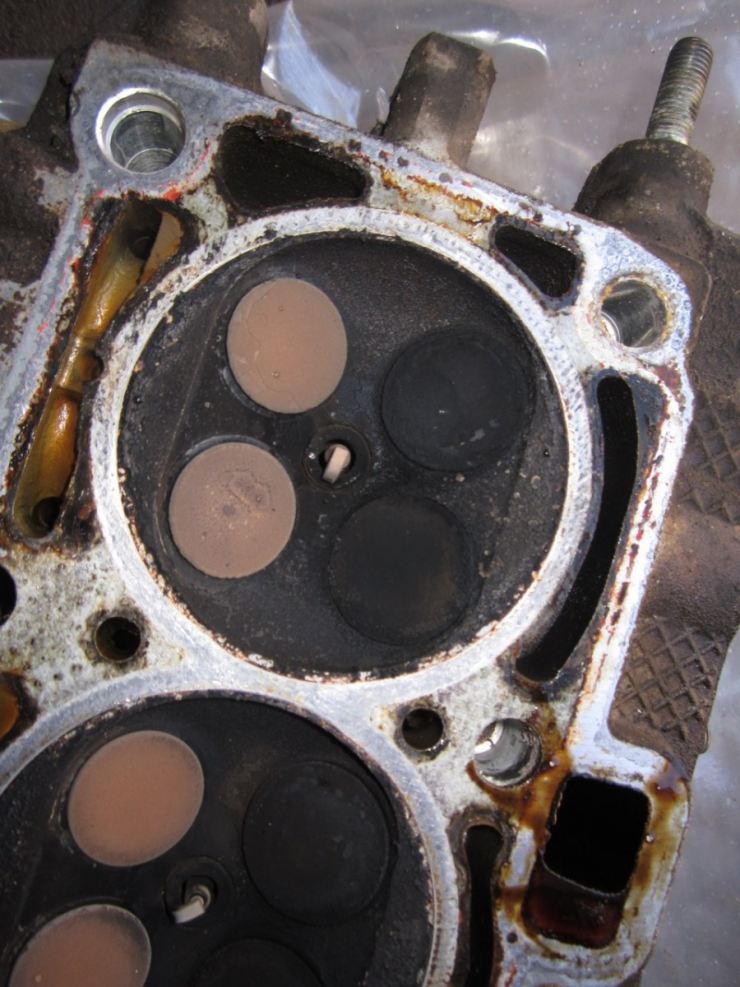
Любая трущаяся деталь автомобиля со временем изнашивается. Что касается клапанов, чаще прогорают именно выпускные, так как в отличие от впускных, они не охлаждаются потоком воздуха, нагреваются до 650оС и более уязвимы к прогоранию. В них основной отвод тепла происходит через седла и направляющие, а значит, хороший контакт детали с седлом очень важен. Главными причинами прогорания клапанов являются следующие:
- Появление нагара на клапане и седле, создающее дополнительное нагревание.
- Износ седла или направляющей клапана, что препятствует полноценному отводу тепла.
- Нарушение высоты посадки клапана после притирки, из-за чего его стержень торчит выше и нарушает геометрию коромысла, а при нагреве исчезает положенный зазор.
- Занижение допустимого клапанного зазора и износ седла, в результате чего после нагрева клапан плохо прижимается к седлу, пропускает газы, перегревается и прогорает.
- Перегрев двигателя, связанный с поломкой системы охлаждения.
- Повышенная температура сгорания топлива при позднем или раннем зажигании, работе мотора на обедненной смеси.
- Затрудненный выхлоп при засорении каталитического конвертера или повреждении выпускного коллектора.
Установка нового седла
Седло клапана правильно устанавливать с азотом, все другие методы не такие надёжные. В нормальном состоянии при комнатной температуре дивметр седла больше диаметра отверстия в головке, поэтому после установки получается некоторый натяг. Чтобы засунуть седло, его надо уменьшить в размере, для этого и нужен азот.
Азот в жидком состоянии сохраняет очень низкую температуру. Охлаждаясь в азоте, клапан сжимается в диаметре, и охладившись может свободно залезть в посадочное отверстие головки. В то же время, чтобы увеличить посадочное отверстие в головке, головку можно нагреть, тогда отверстие расширится и зазор увеличится. Если нагреть головку, то тогда не надо так сильно охлаждать седло, достаточно будет просто положить в морозилку и разницы температур будет достаточно.
Устанавливать седло без предварительной термической обработки нельзя, не будет достигнут необходимый натяг и седло выпадет в процессе эксплуатации.
При установке нужно забить седло, чтобы оно стало на место, сильно бить не надо, достаточно лёгких ударов.